В настоящее время сварка получила исключительно широкое распространение при ремонте подвижного состава.
Сварочные работы выполняются непосредственно в ремонтном цехе и в специально оборудованном сварочном отделении.
Наплавку металла на изношенные поверхности, заварку трещин, резку металла можно выполнять как электрической, так и газовой сваркой. При этом сварочные залы для электрической и газовой сварки располагают в отдельных, но смежных помещениях.
Выбор электросварочного оборудования производится в зависимости от рода применяемого тока (постоянный или переменный), потребной мощности, а также от метода сварки.
Источником постоянного тока обычно служат сварочные мотор-генераторы. Для сварки переменным током пользуются трансформаторами, имеющими более простую и портативную конструкцию по сравнению с мотор-генераторами и меньшую стоимость. Кроме того, трансформаторы имеют обычно больший к. п. д., что уменьшает расход электроэнергии.
В депо применяются оба вида сварки; при этом обычно сварочные работы в отделении ведутся постоянным током, а в ремонтных цехах — переменным током от передвижного трансформатора.
Наибольшее распространение в депо получили следующие сварочные агрегаты постоянного тока:
- передвижные сварочные преобразователи типов СУГ-26, СУГ-2р, СУГ-2а, а также СУП-1 и СУП-2;
- стационарные сварочные агрегаты типов СМГ-1, СМГ-2, СМГ-2а и СМГ-26;
- многопостовой агрегат типа СМГ-3.
В качестве источника переменного тока для сварки в депо используются сварочные аппараты переменного тока типа СТЭ производства завода «Электрик», состоящие из трансформатора типа СТЭ и регулятора (реактора) типа РСТЭ. Для облегчения зажигания дуги и повышения устойчивости её горения применяются осцилляторы (активизаторы).
В средних и крупных депо устанавливаются один-два преобразователя типа СУГ-26 или СУГ-2р и два-три трансформатора типов СТЭ-22, СТЭ-23, СТЭ-24 или СТЭ-34.
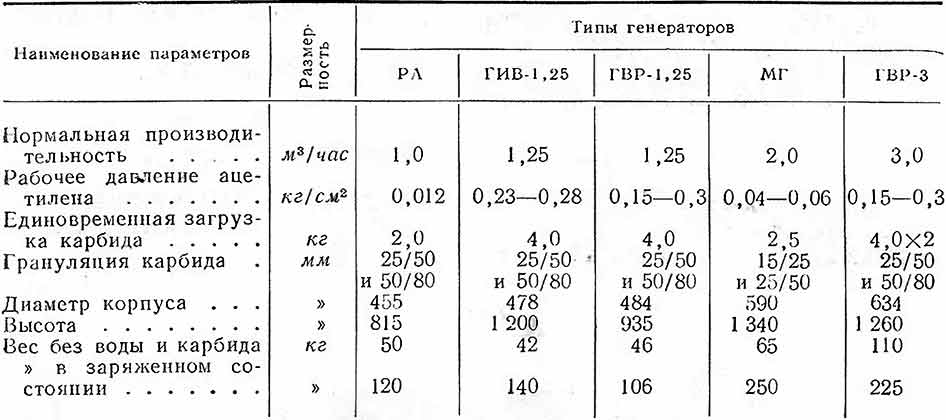
Для газовой сварки в депо применяются преимущественно передвижные ацетиленовые генераторы. При этом для малых депо требуемая производительность составляет до 1 000 л/час, а для крупных депо—до 2 000 л/час. Техническая характеристика передвижных ацетиленовых генераторов представлена в табл. 35. По соображениям безопасности генератор устанавливается в отдельном помещении, изолированном от остальных, и с выходом наружу здания.
Таблица 35
Техническая характеристика передвижных ацетиленовых генераторов
Если поблизости от депо расположен ацетиленовый завод, то целесообразно пользоваться для сварки ацетиленом, подаваемым в баллонах. Пользование баллонами экономичнее, проще и удобнее; даёт возможность производить газовую сварку непосредственно в ремонтном цехе. Хранение и транспортировка кислорода под давлением производится также в баллонах. Для установки баллонов в отделении имеются рампы или стеллажи, а для транспортировки — тележки или носилки.
В отделении предусматриваются отдельные сварочные кабины, оборудованные сварочными стойлами, стеллажами, необходимым инструментом и защитными приспособлениями. Для горячей сварки чугунных деталей в нем устраивается горн.
Сварочное отделение оборудуется однорельсовым подвесным путём с талью грузоподъёмностью до 0,5 т, подводом сжатого воздуха, водопроводом, канализацией, а также вытяжной вентиляцией.
Медницко-заливочное отделение
Отделение предназначается для ремонта различных трубопроводов тепловоза, а также для перезаливки втулочных подшипников привода к масляному насосу, подшипников распределительных валов и подшипников букс колёсных пар. В этом же отделении обычно производится ремонт и изготовление бидонов, маслёнок, чайников и др.
В соответствии с характером производимых работ в отделении устанавливается следующее оборудование:
- горн медницкий на один огонь;
- плита диаметром 1 000 мм с дырами и клиньями для гнутья труб;
- ванна металлическая;
- верстак слесарный с тисками;
- переносный гидравлический пресс для испытания труб на давление до 30 ат;
- ящики для угля;
- печь для плавки баббита;
- ящики для храпения баббита;
- стол для формовки подшипников;
- станок для центробежной заливки подшипников;
- пресс Бринелля;
- стеллаж для подшипников;
- шкафы для инструмента;
- верстак для жестяницких работ;
- весы технические настольные.
В качестве подъёмных средств в отделении используется однорельсовый подвесной путь с талью или консольный кран грузоподъёмностью до 0,5 т.
Кроме того, отделение обеспечивается различным резным, паяльным, ударным и прочим инструментом.
Отделение оборудуется водопроводом, канализацией, электросиловой и осветительной сетью и вытяжной вентиляцией.