Для термической обработки высококачественных сталей наилучшими являются электрические нагревательные печи, обеспечивающие равномерный, легко и точно регулируемый нагрев детали.
В тепловозных депо для нагрева деталей также могут получить распространение высокочастотные установки.
Электрические нагревательные печи могут быть использованы для всех видов термической обработки (цементация, закалка, нормализация и отжиг).
Электрические печи сопротивления, применяемые для термической обработки, в зависимости от способа нагрева деталей подразделяются на печи, где нагреваемая деталь получает тепло от элементов сопротивления, по которым проходит ток, и печи, где сопротивлением является среда (расплавленный свинец или расплавленная соль), в которую погружается нагреваемая деталь.
Из большого числа типов печей первого вида в депо могут применяться камерные печи (фиг. 154). Они представляют собой металлический каркас с выложенной внутри из огнеупорного кирпича рабочей камерой, изолированной от каркаса тепловой изоляцией из кирпича и порошка. Нагревательные элементы выполняются из нихрома и размещаются на поду и боковых стенках печи или на своде (в некоторых типах печей).

Фиг. 154. Камерная электрическая печь типа КН-15 для термообработки
Температура в печи, наблюдение за которой осуществляется при помощи пирометров, регулируется вручную или автоматически. Для автоматического регулирования температуры печи снабжаются специальной терморегулирующей аппаратурой.
Техническая характеристика камерных электрических печей, выпускаемых заводами отечественной электропромышленности, приводится в табл. 32.
Таблица 32
Техническая характеристика камерных электрических печей серии Н

Из электрических печей второго вида в депо применяются печи, где средой является расплавленный свинец (тип ванны В-10, фиг. 155), и печи, где средой является расплавленный цианистый калий или цианистый натрий (типы ванн В-20 и В-30). В расплавленном свинце обычно производится нагрев детали для закалки и отпуска, в расплавленных цианистых солях — для цементации.
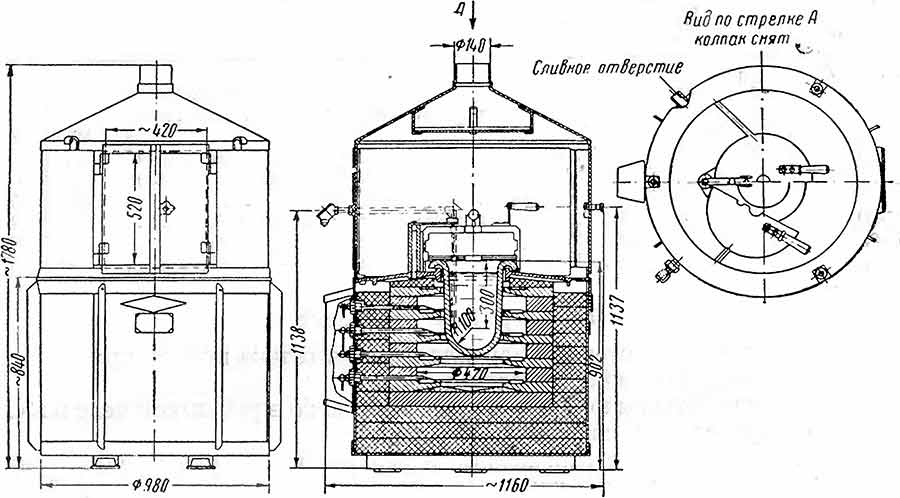
Фиг. 155. Свинцовая электропечь-ванна типа В-10 для термической обработки
Тигли печей этого типа выполнены из жаростойкой стали и вмонтированы в цилиндрические печные пространства, выложенные шамотным кирпичом и окружённые тепловой изоляцией. Нагревательные элементы выполнены из нихрома и расположены на боковой поверхности нагревательной камеры. Вверху печи имеются специальные колпаки, служащие для присоединения к вентиляционной сети. Техническая характеристика печей типов В-10, В-20 и В-30 представлена в табл. 33.
Таблица 33
Техническая характеристика свинцовых и цианистых электропечей-ванн серии В

Соляные печи используются как для закалки, так и для отпуска и цементации в зависимости от применяемых солей. Например, для закалки используются более тугоплавкие соли (сода, поташ, хлористый калий, хлористый барий, хлористый натрий и др.); для цементации применяются цианистый калий или цианистый натрий; для отпуска используются азотнокислый натрии, натровая селитра, калиевая селитра.
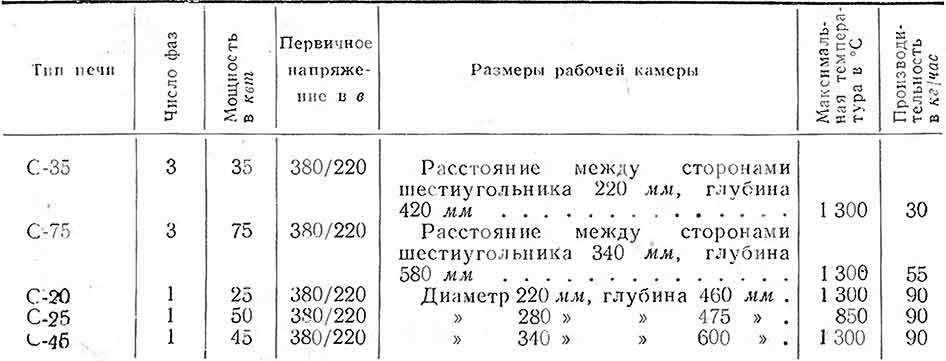
Рабочая камера соляных ванн выполняется из огнеупорной шамотной кладки шестигранной или круглой формы. Футеровка с тепловой изоляцией размещена в сварном кожухе. Питание печи осуществляется от специального трансформатора. Всего имеется 10 ступеней регулирования вторичного напряжения. Техническая характеристика электропечей-ванн, выпускаемых отечественной промышленностью, приведена в табл. 34.
Используемые для термической обработки инструмента соляные ванны иногда размещаются непосредственно в инструментальном отделении.
Таблица 34
Техническая характеристика соляных электропечей-ванн