РАЗДЕЛ III
ЭКОНОМИКА И ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА ВАГОНОРЕМОНТНЫХ ЗАВОДОВ
ГЛАВА I
УПРАВЛЕНИЕ ПРОИЗВОДСТВОМ И ЕГО ПЛАНИРОВАНИЕ
Вагоноремонтные заводы, как указывалось выше, являются промышленными предприятиями железнодорожного транспорта, предназначенными для заводского ремонта вагонов, формирования и ремонта колесных пар и изготовления запасных частей.
Развитие специализации производства вагоноремонтных заводов, обеспечивающей наиболее полное и рациональное использование их мощностей, осуществляется в трех основных направлениях: а) сосредоточение выпуска определенной законченной продукции па каком-либо предприятии — предметная специализация; б) расчленение процесса изготовления машин: или других изделий путем выделения обособленного производства деталей, узлов, агрегатов и т. п. — подетальная специализация; в) выделение в самостоятельные производства отдельных стадий технологического процесса (производство отливок, поковок, штамповок и т. д.) — технологическая специализация.
Предприятия могут быть специализированы либо на выпуске машин, сходных по габаритам, как, например, заводы тяжелого машиностроения, либо на выпуске продукции, предназначенной для определенной отрасли народного хозяйства (сельскохозяйственное, транспортное машиностроение и др.). В том и другом случае специализация предприятия носит широкий характер. Более узкую специализацию имеют предприятия, на которых ведущим признаком служит род или вид выпускаемых машин. Таковы, например, предприятия, которые специализируются на выпуске определенного вида машин (автомобилестроение, самолетостроение, вагоностроение и т. д.). К группе таких специализированных предприятий относятся и вагоноремонтные заводы. Структура вагоноремонтных заводов имеет следующие разновидности.
- Предметная структура характеризуется отсутствием кооперации между отдельными участками, входящими в состав данной производственной единицы, причем каждый из таких участков выполняет законченный (внутри данной производственной единицы) цикл операций по определенной группе изделий и деталей, например, для цехов — колесный цех, для участков внутри цехов — линия обработки букс в механическом цехе, роликовое отделение в колесном цехе.
- Технологическая структура характеризуется выделением производственных участков внутри данной единицы по принципу различия в технологических процессах, что предопределяет широкую кооперацию между ними в последующем изготовлении изделия в целом или определенных его частей, например, для цехов — кузнечный, литейный; для участков — участок токарных станков, строгальных станков и т. д.
- Предметно-технологическая структура характеризуется применением смешанного принципа, при котором в основу выделения производственных участков положена технологическая специализация, но отдельные технологически однородные звенья делятся (в порядке разукрупнения) на самостоятельные предметно-специализированные единицы, например, для цехов — ремонтнокомплектовочный цех, для участков — отделения ремонтно-комплектовочного цеха.
Специализация в значительной степени определяет тип производства завода. Классификацией установлены три типа производств промышленных предприятий: индивидуальное, или единичное, серийное (мелкое, среднее и крупное) и массовое.
К типу индивидуального и мелкосерийного производства относятся предприятия, выпускающие машины и изделия разнообразной номенклатуры, типоразмеры которых в течение года редко или вовсе не повторяются. Такие предприятия оснащены преимущественно универсальным оборудованием, расположенным по групповому признаку, с ограниченным применением специальной технологической оснастки и при отсутствии постоянно закрепленных за рабочим местом деталей — операций. Характерным признаком индивидуального производства является выполнение на рабочих местах разнообразных, периодически не повторяющихся операций. Это и вызывает необходимость оснащения рабочих мест универсальным оборудованием, позволяющим выполнять разнообразные операции. Индивидуальное производство требует наиболее высокой квалификации рабочих, которые должны выполнять разнообразные работы на универсальном оборудовании.
К типу серийного производства относятся предприятия, специализированные, как правило, на выпуске определенных изделий и машин различных типоразмеров партиями, перемежающимися в течение года. Такие предприятия оснащены частично специализированным оборудованием, расположенным по групповому принципу и по ходу технологического процесса, при закреплении за каждым рабочим местом нескольких периодически повторяющихся деталей — операций.
К типу массового и крупносерийного производства относятся предприятия, специализированные на выпуске определенных машин и изделий, оснащенные преимущественно специальным оборудованием и оборудованием со специализированной технологической оснасткой при закреплении за каждым рабочим местом, как правило, одной-двух деталей — операций.
Вагоноремонтные заводы специализируются на ремонте цельнометаллических пассажирских вагонов, грузовых сухогрузовых вагонов (крытых, платформ, полувагонов), цистерн, изотермических вагонов.
По основным видам продукции (ремонт вагонов, формирование и ремонт колесных пар, изготовление запасных частей) производство вагоноремонтных заводов относится к типу серийного производства.
Тип производства оказывает большое влияние на производственный и технологический процессы. Если на одних и тех же рабочих местах все время выполняются одни и те же работы, то, очевидно, что этот процесс можно организовать лучше, чем в том случае, когда характер загрузки рабочих мест часто меняется. Сосредоточение производства определенных операций на определенных рабочих местах позволяет разработать более рациональные технологические процессы. Календарное планирование в этом случае приобретает большую конкретность, а работа органов снабжения носит более определенный характер.
Производственный процесс ремонта вагонов на вагоноремонтном заводе складывается из следующих основных этапов (рис. 280):
а) приемка вагонов в ремонт от дороги с установлением модернизационных или дополнительных работ, подлежащих выполнению при ремонте;
б) мойка и очистка вагонов;
в) разборка, выполняемая на специально выделенных позициях потока;
г) сборочные работы, выполняемые на позициях вагоносборочного цеха.
Здесь же ремонтируются узлы и детали, которые не снимаются при разборке, а также устанавливаются на вагон узлы и детали, отремонтированные и скомплектованные ремонтно-комплектовочным цехом и ремонтными отделениями вагоносборочного цеха;
д) окраска вагонов.
Производственный процесс ремонта узлов и деталей, снятых с вагонов при разборке, состоит из следующих этапов:
а) очистка, мойка и определение объема ремонта;
б) ремонт в отделениях ремонтно-комплектовочного и вагоносборочного цехов;
в) комплектовка узлов, при которой используются отремонтированные и новые детали.
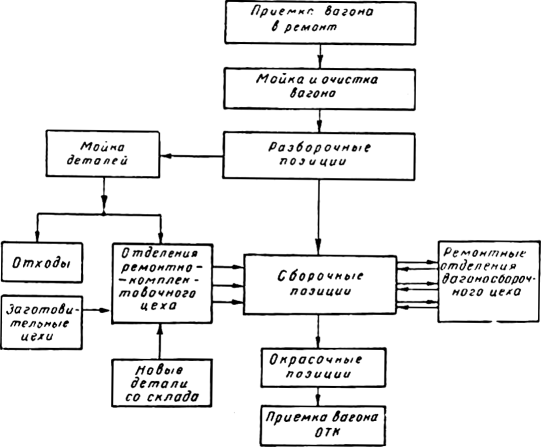
Рис. 280. Схема производственного процесса ремонта вагонов на вагоноремонтном заводе
Производственный процесс ремонта вагонов и их запасных частей выполняется последовательно при максимальной параллельности производства работ с учетом обеспечения заданного ритма потока по ремонту вагонов, что является основным фактором, обеспечивающим ритмичное выполнение установленного плана. Этому же требованию подчинены производственные процессы транспортировки материалов и деталей по позициям потока и рабочим местам, выполнение маневровых работ, снабжение основного производственного процесса электроэнергией, водой, паром и т. д.
Технический контроль за качеством выполняемых работ осуществляется на позициях потока и входит непосредственно в технологию ремонта вагонов по поточному методу.
Ремонт узлов и деталей в отделениях ремонтно-комплектовочного и вагоносборочного цеха и изготовление новых деталей в заготовительных цехах выполняется также с использованием поточных методов работы.
Важнейшим показателем организации производственного процесса является длительность производственного цикла, т. е. время, в течение которого объект ремонта проходит все операции производственного процесса от начала до конца.
Продолжительность производственного цикла при ремонте вагонов определяется временем простоя вагона в ремонте (в сутках, сменах, часах).
В зависимости от места нахождения вагона на заводе различаются:
- общий простой вагона в ремонте на заводе, который выражает продолжительность пребывания вагона на всех операциях производственного процесса ремонта, начиная от поступления на завод до выпуска из ремонта с оформлением соответствующего акта. Так выражается простой вагона при определении договорных отношений завода с дорогами;
- технологический простой собственно в ремонте, который охватывает продолжительность всех технологических операций и работ, входящих в производственный процесс ремонта вагона. Величина этого простоя используется для анализа технологичности производственного процесса, выявления непроизводительных простоев и разработки мер по сокращению простоя вагона на ремонтных операциях;
- простой вагона на разборочных позициях, в вагоносборочном цехе, на окраске и т. д., который характеризует продолжительность операций, выполняемых соответственно на разборочном участке, в цехе, малярном отделении и т. д. Величина этого простоя используется для расчета пропускной способности цеха, участка, отделения, поточной линии и отдельных позиций;
- простой вагонов в ожидании ремонта. Этот вид простоя не нормируется, но учитывается в работе завода. Для бесперебойного обеспечения рабочих мест объектами ремонта заводу разрешается иметь определенное количество вагонов в ожидании ремонта, причем общее количество вагонов, имеющихся на заводе (в ожидании ремонта и рабочий фронт), не должно превышать нормы наличия вагонов, установленной МПС для каждого завода.
Длительность производственного процесса (цикла) для работ по изготовлению и ремонту запасных частей зависит в основном от вида движения партии деталей по отдельным операциям производства.
Типичными видами движения являются последовательный, параллельный и параллельно-последовательный (рис. 281).
При последовательном виде детали, обработанные по одной операции, передаются на последующую лишь после окончания обработки всей партии деталей (рис. 281, а).
Этот способ перемещения деталей вызывает чрезмерную длительность производственного цикла и применяется в индивидуальном и мелкосерийном производстве, где вследствие небольших объемов производства нецелесообразно поштучное перемещение деталей.
Более совершенной формой является параллельное движение (рис. 281, б), при котором деталь после выполнения одной операции сразу же передается на последующую независимо от того, закончена обработка других деталей или нет. Таким образом, детали одной и той же партии могут одновременно обрабатываться на разных станках или рабочих местах. Параллельный вид движения деталей характерен для массового производства и обеспечивает значительное сокращение производственного цикла изготовления или ремонта деталей.
Вместе с тем при параллельном движении деталей имеется тенденция к ухудшению загрузки рабочих мест вследствие возможных простоев из-за неравенства времени выполнения операций на отдельных рабочих местах. Поэтому параллельный метод применяется, как правило, лишь в массово-поточном производстве, когда может быть достигнута синхронизация операций, исключающая простои оборудования.
Недостатки параллельного вида движения деталей устраняются при параллельно-последовательном виде (рис. 281, в), когда обработка деталей на последующей операции организована так, чтобы была обеспечена непрерывная загрузка рабочих мест по всем операциям. Из сравнения графиков рис. 281, б и в видно, что при последовательно-параллельном виде движения при незначительном увеличении общей продолжительности производственного цикла достигается лучшая загрузка рабочих мест на операциях 2, 4 и 5, чем при параллельном движении. Параллельно-последовательный вид применяется обычно в серийном и массовом производствах.
Сокращение длительности производственного цикла является одним из наиболее эффективных мероприятий по улучшению экономических показателей производства, так как величина производственного цикла определяет длительность пребывания оборотных средств в форме незавершенного производства. Основным путем сокращения длительности производственного цикла является снижение трудоемкости работ, достигаемое механизацией и автоматизацией процессов производства и внедрением новых, более совершенных технологических процессов.
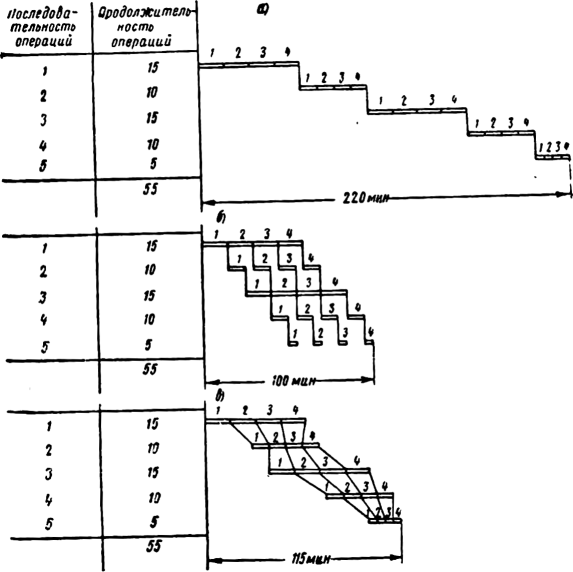
Рис. 281. Графики структуры и продолжительности производственного процесса при различных видах движения деталей по операциям (графики построены для партии из четырех деталей)