Ремонтно-контрольный цех роликовых подшипников предназначен для монтажа и демонтажа букс и ремонта роликовых подшипников. Цех имеет демонтажное, моечное, комплектовочное, буксовое и монтажное отделения, а также в ряде случаев отделение для ремонта подшипников. Материалы и смазка хранятся в кладовой.
Наиболее целесообразным является расположение ремонтно-контрольного цеха в одном пролете с колесным цехом в порядке технологической последовательности операций по демонтажу, ремонту и монтажу букс (рис. 269).
В демонтажном отделении производятся предварительная очистка букс и колесных пар, а также демонтаж букс. Работа в этом отделении может быть организована по поточному или стационарному методу.
Перед направлением деталей букс в моечное отделение они должны быть очищены от смазки. Для транспортировки деталей применяются кран-балки с контейнерами, желобчатые наклонные лотки, рольганги или конвейеры (рис. 270).
Моечное отделение предназначается для очистки и обмывки корпусов букс, подшипников и других деталей буксового узла. Оно должно иметь моечную машину, кран-балку и мощную приточно-вытяжную вентиляцию.
Очищенные в моечном отделении подшипники, закрепительные втулки и другие детали поступают в комплектовочное отделение, где они осматриваются и комплектуются. При отсутствии ремонтного отделения здесь же производится необходимый ремонт подшипников. При наличии самостоятельного ремонтного отделения в нем производится замена неисправных заклепок сепараторов, подбор и замена роликов, внутренних и наружных колец и другие ремонтные работы.
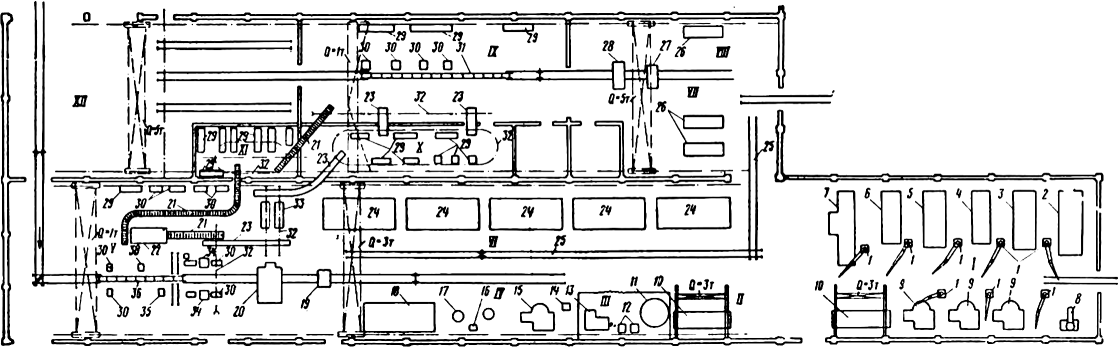
Рис. 268. План колесного цеха:
I — участок обработки элементов колесных пар; II— прессовый участок; III—наплавочный участок; IV—участок бандажных работ; V — демонтажно-моечный участок; VI—участок колесотокарных станков; VII — участок шеечных станков; VIII — инспекторская площадка; IX —монтажный участок; X—участок комплектовки роликовых подшипников; XI—участок комплектовки букс; XII —разборочный участок тележечного цеха; 1 — консольные подъемные краны; 2 — осеотрезной станок; 3 — обдирочный станок; 4 — токарно-винторезный станок; 5 — фрезерно-сверлильный для фрезерования пазов и сверления отверстий в торцах оси роликовой колесной пары; 6 — токарно-винторезный станок; 7 — круглошлифовальный станок типа 3164ПН 14; 8 — радиально-сверлильный станок диаметром сверления 50 мм; 9 — карусельные станки; 10 — гидравлический пресс; 11 — автомат для наплавки бандажей; 12 — сварочные трансформаторы; 13 — установка для полуавтоматической наплавки буртов осевых шеек; 14 — дефектоскоп; 15 — карусельный ставок; 16 — кольцегибочный станок; 17 — электрогорн; 18 — колесотокарный станок; 19 — дефектоскоп; 20 — моечная машина; 21 — рольганг для роликовых букс; 22 — моечная машина для букс; 23 — наклонный склиз; 24 — колесотокарные станки: 25 — транспортер для перемещения колесных пар; 26 — шеечный станок; 27 — дефектоскоп; 28 — стенд для контрольного обмера колесных пар; 29 — рабочие столы; 30—стеллажи; 31 — конвейер для монтажа букс с роликовыми подшипниками; 32 — монорельс; 33 — моечная машина для обмывки роликовых подшипников: 34 — пресс для выпрессовки роликовых подшипников из букс; 35 — индукционный нагреватель; 36 — конвейер для демонтажа букс и роликовых подшипников
Роликовые подшипники должны храниться в чистом и сухом помещении при температуре не ниже -10°. Резкие колебания температуры недопускаются. В помещение не должны проникать пыль, влага, дым и пары кислот. Транспортировка и хранение подшипников должны исключать возможность их механического повреждения. Подшипники, предназначенные для хранения, предварительно покрываются смазкой, завертываются в пергаментную бумагу и укладываются в чистые закрытые шкафы. Новые подшипники, поступающие с заводов, целесообразно хранить в заводской упаковке.
Буксовое отделение предназначается для проверки состояния и ремонта корпусов букс, буксовых крышек и лабиринтных колец, которые передаются в это отделение после очистки.

Рис. 269. Схема расположения отделений в ремонтно-контрольном цехе роликовых подшипников в порядке технологической последовательности
Отделение должно быть оборудовано подъемными средствами и лотками или конвейерами для транспортировки и укладки букс, а также для передачи их в монтажное отделение.
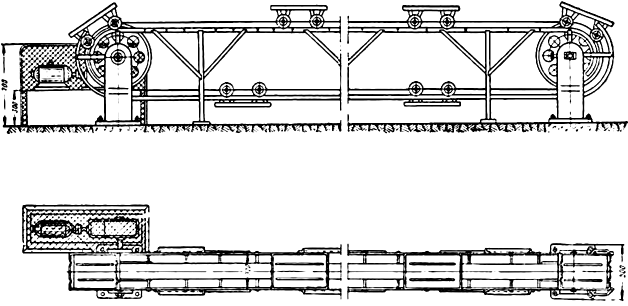
Рис. 270. Конвейер для транспортировки корпусов букс и подшипников
Наиболее ответственным является монтажное отделение. Монтажные работы связаны с выполнением точных измерений. Помещение этого отделения должно быть хорошо освещено и изолировано от других помещений.
Отделение должно иметь различные средства транспортировки деталей, в том числе широкие лотки (рис. 271).
Монтаж букс может осуществляться стационарно-групповым или поточным (конвейерным) методом.
При стационарно-групповом методе монтаж производится последовательно на всей группе поданных колесных пар. Новая группа колесных пар подается, как правило, в обеденный перерыв.
Фронт монтажа и демонтажа колесных пар при стационарно-групповом методе определяется по формуле
![]() (62)
(62)
где Вк — годовая программа монтажа или демонтажа;
t — время, затрачиваемое на монтаж или демонтаж одной колесной пары;
Т — годовой фонд времени работы отделения.
При поточном (конвейерном) методе монтажа колесная пара перемещается с позиции на позицию на пульсирующем конвейере (рис. 272) через определенные промежутки времени — ритмы. За время простоя на каждой позиции выполняется определенный объем работ.
При поточном методе монтажа годовая производительность конвейера определяется по формуле
![]()
где Т—фонд времени работы конвейера.
R — ритм конвейера.