Г Л А В А IX
ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ ТОРМОЗНОЙ РЫЧАЖНОЙ ПЕРЕДАЧИ
Основные неисправности деталей передачи и их ремонт
Рычажная передача является ответственной частью тормозного оборудования вагонов. При периодических ремонтах детали рычажной передачи тщательно осматриваются, погнутые, изношенные и оборванные ремонтируются или заменяются новыми.
К наиболее характерным повреждениям относится износ цапф триангелей и траверс, отверстий башмаков, тяг, рычагов, подвесок и других деталей передачи и автоматического регулятора, который устраняется электродуговой, вибродуговой и газовой наплавкой.
Триангели, траверсы и башмаки, имеющие износ и повреждения, ремонтируются электродуговой сваркой (рис. 174). Трещины 1 в швах, износы 2 и 3 элементов триангелей и траверс завариваются и наплавляются электродами типа Э42 с предварительной подготовкой мест сварки и наплавки. При этом износ, который можно восстановить, не должен превышать 5 мм на сторону. Износ 4 гнезд, распорок, торцов хомутов и угольников, а также разработанные отверстия восстанавливаются электродуговой наплавкой при условии, что разработка гнезд и отверстий не превышает 5 мм на сторону, а износ торцов хомутов — 10 мм по ширине. Приварка вкладышей 5 к струнам и наращивание швеллеров и угольников производятся контактной или газопрессовой сваркой, причем количество стыков на каждой части триангеля не должно быть более двух. Заварка трещин 6 и плен у кованых триангелей производится электродами типа Э42 с предварительной разделкой и зачисткой их под сварку, а места заварки трещин 7 в швеллерах и угольниках должны затем усиливаться накладками.
Триангели после ремонта или изготовления испытываются растягивающим усилием на специальных прессах. Нагрузка устанавливается исходя из усилий нажатия тормозных колодок и максимальных допускаемых напряжений в опасных сечениях. Триангели тележек четырехосных грузовых вагонов испытываются усилием 12 т. а тормозные траверсы тележек цельнометаллических пассажирских вагонов и триангели тележек пассажирских загонов с продольными балансирами — усилием 10 т. Триангели остальных типов испытываются усилием 7 т.
Испытание производится следующим образом. Нагрузку пресса постепенно доводят до установленной величины, а затем снимают. Производят замер расстояния между балкой и вершиной струны триангеля (стрелы триангеля). Далее нагрузка вторично доводится до установленной величины, триангель выдерживается под этой нагрузкой в течение 2 — 3 мин и обстукивается ручным молотком.

Рис. 174. Тормозные триангеля, траверсы и башмаки с повреждениями, отремонтированными сваркой:
а — триангель четырехосного грузового вагона; б —триангель двухосного вагона; в —триангель пассажирского вагона с деревянным кузовом; г —траверса пассажирского вагона ЦМВ; д—башмак пассажирского вагона; е — башмак двухосного грузового вагона; ж —башмак четырехосного грузового вагона
После этого нагрузка снова снимается, триангель тщательно осматривается, особенно в местах наложения сварных швов, и замеряется стрела триангеля. Триангель считается годным, если при осмотре не обнаружено никаких пороков и стрела осталась такой же, какой она была после первого нагружения.
Траверсы испытываются на прессе одновременно по несколько штук, соединенных в одну цепочку (рис. 175). Между собой траверсы соединяются двумя парами скоб, а крайние траверсы — специальными кронштейнами, имеющими форму триангеля со скобой для набрасывания крюка испытательного пресса. В таком виде траверсы нагружаются усилием Р—10 т (по 5 т на каждую пару ушков) и разгружаются. После этого измеряются расстояния а, б и в (рис. 176) на каждой траверсе. Затем они вторично нагружаются усилием 10 м, разгружаются и вторично измеряются те же расстояния. Траверсы признаются годными, если размеры а, б и в остались неизменными.
В разработанные отверстия 8 (см. рис. 174) тормозных башмаков вставляются втулки с толщиной стенок 4 — 5 мм, которые привариваются электродами типа Э42. Заварка разработанных отверстий 9 допускается только у стальных башмаков при износе до 5 мм на сторону. Места износа 10, не превышающие 5 мм, восстанавливаются электронаплавкой электродами типа ЭНХ25. На поврежденное или изношенное место 11 стальных башмаков привариваются электродами Э42 скобки толщиной 5 мм из стали марки Ст. 3.
Аналогично восстанавливаются разработанные отверстия 2, 4, 5 и 8 (рис. 177), изношенные поверхности 7, а также производится приварка усиливающих шайб 1, 6, 9 и запрессованных втулок 3 тормозных кронштейнов, державок и подвесок.

Рис. 175. Траверсы цельнометаллических пассажирских вагонов, испытываемые на прессе

Рис. 176. Схема соединения траверс цельнометаллических пассажирских вагонов для испытания на прессе:
1 — траверсы; 2 — большая серьга; 3 — малая серьга; 4 — валик
Рычаги, затяжки, распорки, траверсы и другие детали рычажной передачи, имеющие износ и повреждения, ремонтируются электросваркой (рис. 178) с последующей механической обработкой до альбомных или допускаемых правилами ремонта размеров. Рычаг тормозной колодки и затяжка вертикального рычага с износом 1 не более 10 мм, разработанными отверстиями 2 не более 5 мм на сторону, изношенными усиливающими шайбами 3 и упорами 4 ремонтируются электросваркой электродами типа ЭНХ25 диаметром 4 — 5 мм при сварочном токе 160—200 а. Тормозной валик с износом 5 не более 3 мм на сторону целесообразно восстанавливать вибродуговой наплавкой электродной проволокой из стали марки Св-10Г2. Изношенная поверхность 7 пальца башмака для крепления зубчатого поводка восстанавливается газовой сваркой электродной проволокой из стали марки Св-08 при условии, что износ не превышает 3 мм по диаметру.
Рис. 177. Тормозные кронштейны, державки и подвески с взносами и повреждениями, отремонтированные сваркой: а — кронштейн подноски башмака; б —кронштейн вертикального рычага; в — кронштейн ручного тормоза; г —державки; д—подвеска башмака четырехосного грузового вагона; е— подвеска башмака пассажирского вагона
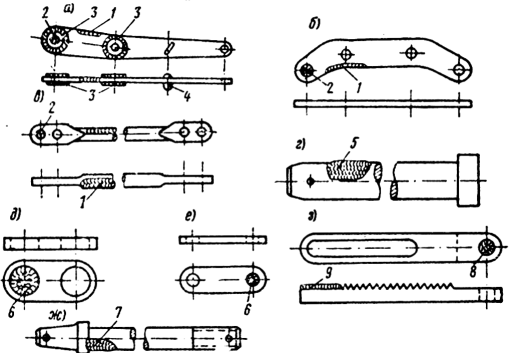
Рис. 178. Детали рычажной передачи, отремонтированные сваркой: а — рычаг тормозной колодки; б —затяжка вертикального рычага; в—распорка; г—валик; д — соединительное звено траверсы; е — подвеска затяжки; ж — палец башмака для крепления зубчатого поводка; з — зубчатый поводок

Разработанные отверстия 6 и 8 соединительного звена траверсы, подвески затяжки и зубчатого поводка завариваются электросваркой электродами типа Э42, затем производятся разметка и просверливание новых отверстий. Изношенные зубья 9 наплавляются и затем обрабатываются на фрезерном станке до альбомных размеров.
Тормозные тяги с трещинами 1 и 5 (рис. 179) в местах приварки элементов головок, разработанными отверстиями 2, изношенными поверхностями 3 и 4 ремонтируются путем заварки и наплавки электродами типа Э42 или ЭНХ25 с последующей механической обработкой до альбомных размеров. Приварка головок и сварка стержня тяги производится контактной или газопрессовой сваркой. Расстояние между стыками должно быть не менее 0,5 м, а количество стыков не больше двух на тягах длиной до 4 мм и трех на тягах 4 мм и более. Для обеспечения хорошего контакта между зажимными колодками машины и свариваемыми частями тяги поверхности концов этих частей очищаются до металлического блеска наждачным кругом или напильником.

Рис. 179. Тормозные тяги и предохранительные скобы, отремонтированные сваркой: а— тяга тормоза четырехосного полувагона: б —тяга ручного тормоза четырехосного полувагона; в —тяга ручного тормоза двухосной платформы; г — предохранительная скоба; д — муфта
Как при контактной, так и газопрессовой сварке перед осадкой свариваемых частей торцы должны быть равномерно оплавлены по всей поверхности. Величина осадки должна быть около 0,3 диаметра свариваемой тяги. После сварки и удаления грата должна производиться проковка места сварки в нагретом состоянии до температуры 950—1000°.
Тормозные тяги испытываются на растяжение при новом изготовлении, периодических ремонтах вагонов и во всех случаях ремонта сваркой нагрузкой 16 кг на 1 мм наименьшего поперечного сечения тяги. Величины нагрузок зависят от диаметра тяги (табл. 38).
Таблица 38
Величина нагрузки при испытании тяг
Диаметр стержня тяги в мм | 20 | 22 | 25 | 28 | 30 | 32 | з« |
Нагрузка в т ............... | 5 | 6 | 8 | 10 | 11 | 13 | 18 |
Примечание. Распорные тяги вертикальных рычагов тележек грузовых вагонов испытываются нагрузкой 14 т.
Перед постановкой на пресс тяги очищают и осматривают. Затем на расстоянии 100 мм в обе стороны от мест сварки головки со стержнем или самого стержня ставят керны и измеряют расстояние между ними. После этого тягу устанавливают на испытательный пресс. Допускается установка нескольких тяг, имеющих одинаковое сечение стержней, соединенных в цепочку.
В нагруженном состоянии тормозная тяга с соблюдением мер предосторожности обстукивается ручным молотком около мест сварки и осматривается. Далее нагрузка снимается, тяга снова осматривается и измеряется расстояние
между кернами. Тяга считается годной, если расстояние между кернами не изменилось и на ней не обнаружено никаких пороков.
При испытании тяг в отверстия скоб и головок должны ставиться валики, принадлежащие прессу, а не те, которые будут поставлены на вагон с рычажной передачей.

Рис. 180. Детали автоматического регулятора рычажной передачи вагона:
1 — упорная втулка; 2 — сцепной диск; 3 — стопорная пружина: 4 — нажимная пружина; 5 — кривошипная втулка; 6 — неподвижная втулка; 7 — ушко со втулкой; 8 — сцепная муфта; 9 — защитная труба; 10 — поворотная цапфа; 11 — втулка гайки; 12 — стопорный болт; 13 — регулирующая гайка;14 — регулирующая труба; 15 — упорное кольцо; 16 — предохранительная гайка; 17 — регулирующий винт

Рис. 181. Детали воздухопровода автотормоза, отремонтированные электросваркой:
а — головка соединительного рукава; б —кулачок концевого крана; в—стержень концевого крана; г—заглушка стоп-крана; д — рукоятка стоп-крана
Все тяги после испытания на разрыв подвергаются магнитной дефектоскопии с последующей маркировкой. В предохранительных скобах допускается наплавка изношенных мест 6 (см. рис. 179), а в муфтах—устранение пороков 7 в сварных швах. Сечение скобы в месте износа до наплавки должно быть не менее 60% альбомного.
В автоматическом регуляторе рычажной передачи наиболее часто встречается износ ушка со втулкой 7 (рис. 180), отверстия регулирующего винта 17, кривошипной втулки 5, а также просадка пружин 3 и 4. Изношенные поверхности стальных деталей регулятора восстанавливаются электродуговой наплавкой электродами типа ЭНХ25 диаметром 4 — 5 мм с присадкой ферромарганца в толстую обмазку, а чугунные детали наплавляются газовой сваркой чугунными прутками марки Б с последующей механической обработкой до альбомных размеров. Просевшие пружины подвергаются калибровке шага с последующей термообработкой по той же технологии, что и при обработке пружин тележек вагонов.
Детали воздухопровода с износом и повреждениями ремонтируются электросваркой (рис. 181) с последующей механической обработкой до альбомных размеров. Сварочные или наплавочные работы производятся электродами типа Э42, а при газовой сварке — чугунными прутками марки Б.
При сборке рычажной передачи на вагоне все валики, расположенные вертикально, должны ставиться головками вверх, а горизонтально — головками наружу в одну сторону. Размеры плеч рычагов проверяются в соответствии со схемой для каждого типа вагона.
Рычажная передача регулируется так, чтобы вертикальные рычаги имели одинаковый наклон с обеих сторон, а горизонтальный рычаг со стороны штока поршня тормозного цилиндра имел больший наклон, чем противоположный ему рычаг. При этом размеры выхода штока тормозного цилиндра должны находиться в строго определенных пределах: для пассажирских тормозов с тройными клапанами 130—160 мм, а для вагонов с тормозами системы Матросова — 75 — 125 мм.
Увеличение срока службы деталей рычажной передачи
Наиболее слабым местом рычажной передачи является частый износ отверстий в рычагах и тягах. Продление срока службы рычажных передач требует прежде всего усиления этих мест. Поэтому при разработке отверстий в деталях рычажной передачи необходимо рассверливать их на больший диаметр, если позволяет сечение в этом месте, и запрессовывать в них термически обработанные втулки под валики с номинальным диаметром. Целесообразно также подвергать термической обработке поверхности цапф, что значительно увеличивает срок службы триангелей и траверс.
Современный уровень техники позволяет в несколько раз увеличить срок службы деталей рычажной передачи термообработкой, электроискровым упрочнением или поверхностной закалкой токами высокой частоты.
Исследования ЦНИИ МПС показывают, что наименьший износ деталей рычажной передачи достигается при их нитроцементации и цементации. Следовательно, для продления срока службы рычажных передач и уменьшения трудоемкости их ремонта, особенно в условиях эксплуатации, необходимо более широко внедрять указанные методы обработки их деталей.