Компоновка цехов и производственных отделений должна производиться с учетом максимального сокращения транспортировочных путей вагонов, их узлов, деталей и материалов. От компоновки цехов и отделений в значительной степени зависит и технологическая схема ремонта вагонов.
Вагоны, поступающие в ремонт, размещаются в парке ожидания 1 (рис. 235), откуда они направляются в разборочный цех 2, а затем, пройдя камеру обмывки 3, подаются на поточную линию цеха правки 5. Снятые на первой позиции крышки люков полувагонов направляются в отделение 4 для ремонта, а вагоны перемещаются по ремонтным позициям и после окончания разборочных работ выкатываются конвейером на противоположную сторону цеха. Здесь поток делает поворот на 180°, и вагоны передаются на поточные линии вагоносборочного цеха. На первой позиции цеха из-под вагонов выкатываются тележки, которые по транспортному коридору передаются для ремонта в тележечный цех, откуда тележки после ремонта снова возвращаются в сборочный цех.
После ремонта вагоны из вагоносборочного цеха выводятся на пути парка для последующей группировки и передачи на станцию.
Размещение цехов должно обеспечивать также удобную транспортировку колесных пар из тележечного цеха в колесный и обратно, лесоматериалов из деревообделочного цеха в сборочный и т. д.
Между цехом правки и вагоносборочным цехом размещаются отделения ремонтно-комплектовочного цеха и кладовые запасных частей. Такое расположение отделений обеспечивает минимальную транспортировку деталей при направлении их в ремонт и подаче на ремонтные позиции для сборки.
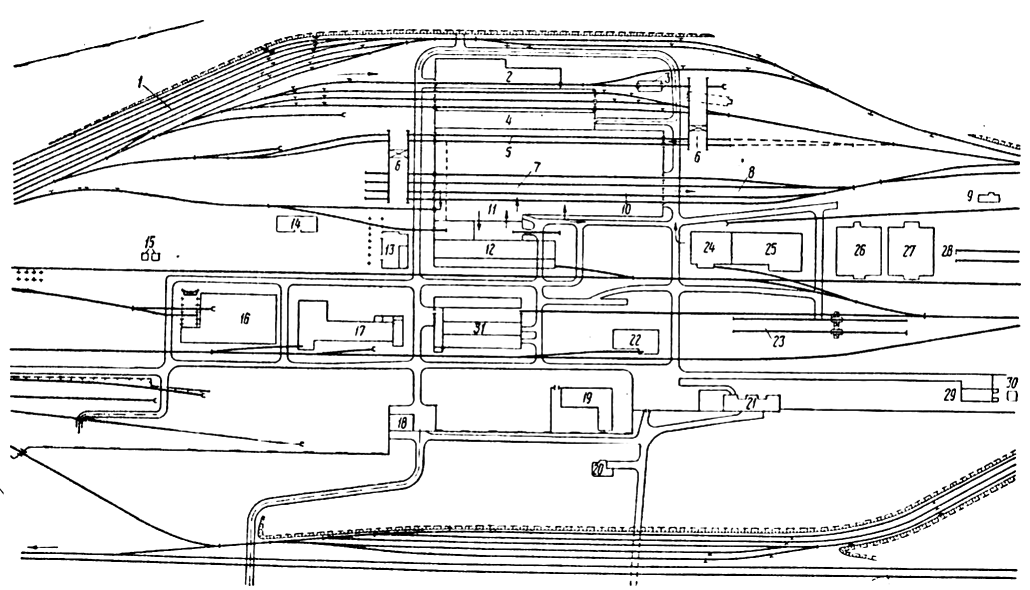
Рис. 235. Компоновка вагоноремонтного завода:
10. Организация труда и определение потребного количества рабочих
Наиболее целесообразной формой организации труда в вагоноремонтных цехах являются бригады. Для обеспечения высокой производительности труда они должны специализироваться на выполнении определенных работ. Бригады могут комплектоваться из рабочих одной профессии или нескольких, взаимно связанных между собой при выполнении работ.
Бригады работают под руководством мастера цеха, который выдает им задания на месяц и на каждую смену, обеспечивает в соответствии с заданиями подготовку рабочего места — объекты работы, необходимые материалы и запасные части, специальный инструмент или приспособления и т. д., проводит необходимый инструктаж.
На поточных линиях бригады закрепляются за определенными позициями, где характер и объем работ установлены технологическими графиками ремонта вагонов.
Потребное количество производственных рабочих для выполнения плана ремонта вагонов определяется выражением
![]() (53)
(53)
где N — план выпуска вагонов из ремонта;
G—трудоемкость работ, выполняемых на вагоне (табл. 44);
Фр — фонд рабочего времени одного рабочего в течение планируемого периода.
Если производственная программа включает ремонт нескольких типов вагонов, то формула принимает вид
![]()
или
![]() (54)
(54)
где N1G1, N2 G2 и т. д. —соответственно количество вагонов данного типа и трудоемкость работ для этого же типа.
Этими формулами можно пользоваться как при определении потребного количества рабочих в целом для того или иного цеха, так и при определении потребного количества рабочих той или иной профессии. При этом следует только подставлять в формулу соответствующие значения трудоемкости.
Таблица 44
Примерная трудоёмкость работ, выполняемых в вагоноремонтных цехах при заводском ремонте четырехосных вагонов
Типы вагонов | Трудоемкость работ (чел-ч), | ||
выполняемых на в цехах | 1 вагоне | ||
разборочном | цехе правки | вагоносборочном | |
Крытый ................................................................................... | 9,5 | 2 | 78 |
Полувагон............................................................................... | 8,5 | 40 | 52 |
Цистерна.................................................................................. | — | — | 54 |
Цельнометаллический, изотермический ................................ | 38,0 |
| 322 |