Вагоносборочные цехи предназначены для ремонтных, сборочных и малярных работ. В цех вагоны поступают на своих тележках после подготовки из цеха правки или из разборочного цеха. Затем тележки, требующие ремонта, подаются в тележечный цех, а отремонтированные подкатываются под вагоны. Кроме основных сборочных пролетов, где размещаются ремонтируемые вагоны, цех имеет ряд ремонтных отделений или участков; основные из них, дверное, автотормозное, краскотерочное.
Количество ремонтных путей в вагоносборочном цехе зависит от числа ремонтных мест, необходимых для выполнения заданной программы, а также от количества типов вагонов и видов ремонта. На одну поточную линию могут ставиться для ремонта вагоны, имеющие единую или родственную технологию ремонта.
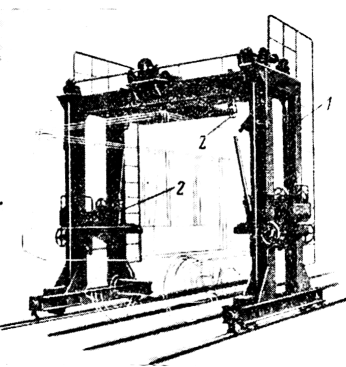
Рис. 227. Универсальный стенд для правки каркаса кузова полувагона
Необходимое количество ремонтных мест определяется по формуле
![]() (50)
(50)
где N — план выпуска вагонов из ремонта;
tcб—простой вагонов в вагоносборочном цехе в часах, рабочих сменах или днях,
Фcб — фонд рабочего времени одного ремонтного места в часах, рабочих сменах или днях.
Простой вагонов в сборочном цехе зависит от количества позиций на поточной линии и ритма потока.
Если через С обозначить количество позиций, а через R ритм потока, то tс6 = СR,
тогда потребное количество ремонтных мест в сборочном цехе будет
![]() (51)
(51)
При наличии в цехе механизированного конвейера ритм может быть принят в 0.8 — 1,3 ч.
Необходимое количество позиций определяется технологическим графиком (рис. 228).
На ремонтную позицию одновременно может ставиться один или несколько вагонов.
Задавшись количеством вагонов, одновременно устанавливаемых на позицию, можно определить необходимое число ремонтных путей в цехе:
![]() (52)
(52)
где Ncр — количество ремонтных мест;
С—количество позиций;
n —количество вагонов, одновременно находящихся на ремонтной позиции.
Так как
![]()
то
![]()
где R и Фс6 имеют одну и ту же размерность.
Расчет потребного числа путей ведется для каждого типа вагонов отдельно. В соответствии с характером выполняемых работ каждая ремонтная позиция оснащается соответствующим оборудованием и приспособлениями.
Пролеты, где расположены слесарно-сборочные позиции, имеют мостовые краны, служащие для подъемки иопускания вагонов при замене тележек, поворота полувагонов, установки дверей вагонов и полувагонов, автосцепного устройства и других работ, а также для транспортировки деталей и материалов.
Грузоподъемность крана определяется весом вагона, имеющего наибольшую тару (без тележек). Раньше вагоносборочные цехи оборудовались мостовыми кранами грузоподъемностью 10 т. Но эта грузоподъемность оказалась недостаточной в связи с постройкой вагонов, тара которых (без тележек) превышает 20 т.
Трубопроводы сжатого воздуха, расположенные на позициях вагоносборочного цеха, имеют отводы для подключения пневматического инструмента, подъемников, клепальных машин и др.
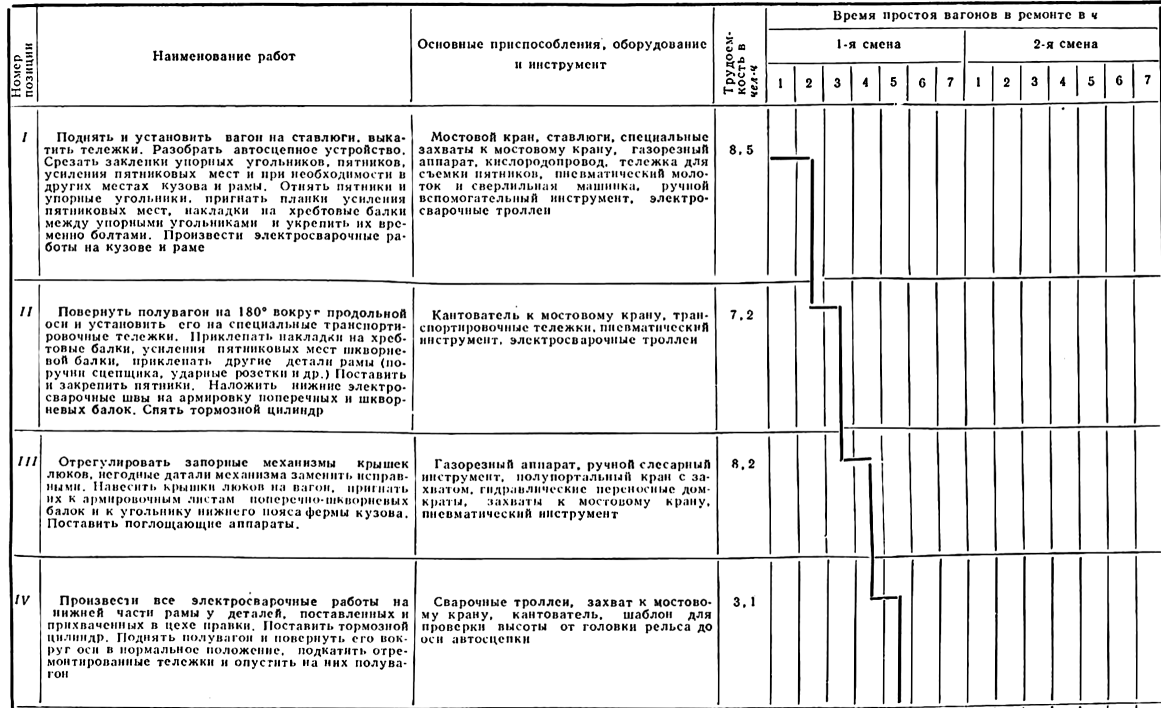
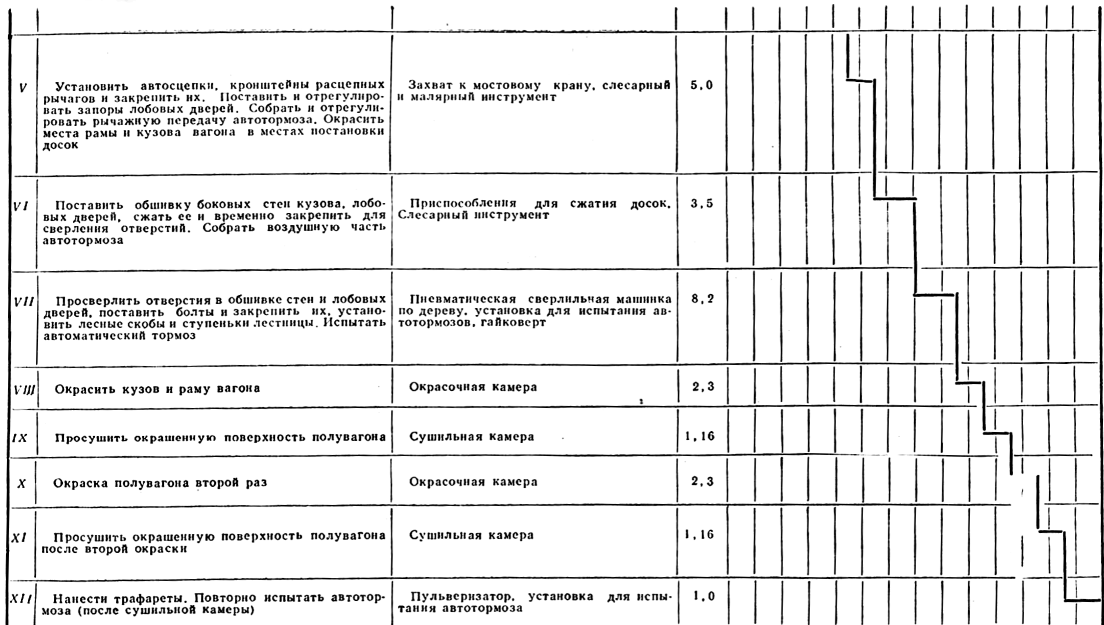
Примечание. Выполненные работы принимаются работниками ОТК в процессе ремонта на каждой позиции.
Рис. 228. График технологического процесса заводского ремонта четырехосного полувагона в вагоносборочном цехе на поточной линии

Рис. 229. Первая половина конвейерно-поточной линии ремонта полувагонов:
I — VI —позиции потока; 1 — приводная станция обратного хода конвейера; 2 — ставлюги; 3 — главный тяговый конвейер; 4 — мостовой кран; 5 — кантователь полувагонов; 6 — щелевые углубления для опускания перевернутых полувагонов; 7 — полупортальный кран со сверлильной головкой; 8 — транспортировочные тележки для перемещения перевернутых полувагонов; Р —полупортальный кран для навески крышек люков

Рис. 230. Вторая половина конвейерно-поточной линии ремонта полувагонов:
VII— XII— позиции потока; 1 — площадки для размещения рабочих при работе на кузове; 2 — передвижная установка для окраски; 3 — вентиляционные каналы; 4 — сушильная камера; 5 — главная приводная станция конвейера
Позиции слесарно-котельных и сварочных работ оборудуются, кроме того, кислородопроводом и электролинией для подключения электрического инструмента, электросварочных аппаратов и другого оборудования.
Для перемещения вагонов по позициям поточной линии (рис. 229 и 230) установлен тяговый конвейер.
Учитывая, что технология ремонта полувагонов и крытых вагонов имеет свои особенности, ремонтные пути цеха специализируются по типам вагонов, а позиции поточных линий оборудуются дополнительно соответствующей оснасткой.
Так на I позиции ремонта крытых вагонов для подъемки последних мостовым краном имеются специальные захваты, а для постановки пятников — тележки-подъемники. При подъемке вагонов домкратами позиция оборудуется электрифицированными домкратами грузоподъемностью 12,5 т.
Для удобства навешивания крышек люков, а также выполнения слесарноклепальных и особенно электросварочных работ полувагоны на II, III и IV позициях находятся в перевернутом положении. Поворачивание полувагона осуществляется специальными электрифицированными кантователями (рис. 231), которые подвешиваются к мостовым кранам, их хвостовики вставляются в отверстия ударных розеток автосцепок. После поворота боковые фермы полувагона опускаются в специальные щелевые углубления, устроенные с таким расчетом, чтобы низ рамы находился на высоте, удобной для работы: 1 000 — 1 100 мм от уровня пола (рис. 232).
Для постановки крышек люков на III позиции устанавливается портальный кран. Эта позиция оборудуется также клепальной скобой и захватами для поглощающего аппарата. VI и VII позиции оснащаются стационарными или передвижными тележками (рис. 233), на которых подвешиваются машинки для сверления обшивки и гайковерты для завертывания гаек на болты, крепящие обшивку. На подъемных или стационарных площадках тележек размещаются рабочие при работе на верхней части кузова. VI позиция при ремонте полувагонов и VII позиция при ремонте крытых вагонов оборудуются передвижной установкой для испытания автотормозов вагонов.

Рис. 231. Поворачивание полувагона кантователем:
1 — ведущий кантователь; 2 — крюк мостового крана; 3 — кузов полувагона
Оснащение позиций, где выполняются малярные работы, зависит от способов и технологии окраски. Наиболее простое оборудование требуется при нанесении красок кистями. В этом случае малярное отделение должно быть изолировано от других отделений. В помещении малярного отделения должна поддерживаться температура не ниже 18° и обеспечиваться хорошая вентиляция. Позиции оборудуются передвижными площадками, которыми пользуются рабочие при окраске верхней части вагона. Но этот способ является нерациональным. Он трудоемок и требует сравнительно большого простоя вагонов при окраске и в периоды сушки.

Рис. 232. Перевернутый полувагон, расположенный в щелевых углублениях пола
Значительно снижается трудоемкость малярных работ при пульверизационной окраске. Однако этот способ окраски может быть допущен только при наличии специальных камер или передвижных окрасочных установок, которые будут описаны при рассмотрении устройств для окраски пассажирских вагонов.
Если для окраски вагонов применяются водоэмульсионные краски ПВА или другой марки, не содержащие вредных летучих веществ, пульверизационная окраска может быть допущена и в малярном цехе без специальных камер и установок с обязательным устройством эффективной общеобменной вентиляции.
Вагоносборочный цех имеет дверное, краскотерочное и тормозное отделения.
Дверное отделение предназначено для ремонта дверей вагонов. Оно имеет пресс для правки металлических рам дверей, стенд для сборки досок в дверной раме, сверлильные машинки и гайковерты, электрогорн и кран-балку грузоподъемностью 0,5 т.
В краскотерочном отделении производится подготовка красок. В этом отделении устанавливаются машины для приготовления шпаклевки, вибросита, мельницы для размола мела, краскотерки, сушильные шкафы, краскомешалки и раздаточные баки для хранения красок.
Тормозное отделение предназначено для осмотра, очистки и ремонта деталей тормозной воздухопроводной сети вагонов. В нем размещаются ванны для обмывки пылеловок, кранов, тормозных цилиндров и запасных резервуаров, станки для разборки и сборки соединительных рукавов, прессы и приспособления для испытания рукавов, кранов и запасных резервуаров. В отделении имеется также стенд для очистки труб, дисковая пила, трубонарезной станок, станок для гибки труб, слесарные верстаки, стеллажи для укладки тормозных деталей и труб.
При ремонте цистерн работа в вагоносборочном цехе организуется несколько иначе, что вызывается наличием котла. При незначительных повреждениях котел ремонтируется без съема с рамы. Если имеются значительные повреждения, требующие для устранения длительного времени, котел снимается с рамы и укладывается на специальный стеллаж, позволяющий легко вращать котел.
Рабочие места, где ремонтируются котлы, оборудуются магистралью сжатого воздуха для подключения пневматического инструмента, а также электролинией для питания электросварочных аппаратов и нагревателей заклепок.
После ремонта котел испытывается гидравлическим давлением 2 ат. Для этого позиции поточных линий ремонта котлов без съема с рамы, а также места ремонта снятых с рам котлов оснащаются установками для налива и слива воды. Для многократного использования воды испытательная позиция оборудуется одним или несколькими резервуарами для сбора сливаемой воды. Для ремонта цистерн, имеющих на котлах изоляцию, предусматриваются отдельные рабочие места вне поточных линий, так как простой таких цистерн в ремонте выше, чем обычных.
Для лучшей организации работ целесообразно в вагоносборочном цехе специализировать ремонтные пути для цистерн — четырехосных, двухосных и специальных.