Полочка для плеча собачки.
Изношенное или изогнутое плечо собачки в сцепленных автосцепках, попав под полочку, может изогнуть или сломать ее, что в некоторых случаях приводит к саморасцепу автосцепки.
Изогнутая полочка выправляется в подогретом состоянии, а в случаях изломов, трещин или чрезмерного износа должна привариваться новая полочка.
Неисправная или оставшаяся часть полочки удаляется газовой или электродуговой резкой, а основание зачищается заподлицо со стенкой корпуса.
Изготовленная по альбомным размерам новая полочка при помощи специального приспособления (рис. 160) приваривается к стенке корпуса автосцепки (рис. 161). Для удобства работы корпус устанавливается на стенде в вертикальное положение головой вверх. Приварка производится через зев автосцепки по скосу полочки. После наложения основного шва приспособление снимается, корпус автосцепки на стенде поворачивается хвостовиком вверх и через окно сигнального отростка замка накладывается контрольный шов со стороны хвостовика. Для повышения прочности приварки полочки заваривается зазор 3 между серповидным упором 2 и полочкой 5. Прочность приварки полочки проверяется постоянным усилием при помощи приспособления, фиксирующего нагрузку. После этого шаблоном проверяется правильность положения полочки относительно шипа замкодержателя и контура зацепления.
Шип для замкодержателя.
Изношенный или короткий шип для замкодержателя вызывает сползание последнего и заклинивание его между замком и стенкой корпуса автосцепки. Вследствие этого лапа замкодержателя может оказаться в ненормальном положении, а замок, оказавшись в незапертом состоянии, под действием сил трения может вывести из зацепления автосцепку соседнего вагона.
Износ шипа восстанавливается до альбомных размеров электронаплавкой стальными электродами типа Э42, газовой наплавкой марганцовистой бронзой или чугуном по способу сварщика Лозбенева* с применением специального приспособления (рис. 162).
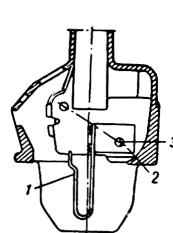
Рис. 160. Приспособление для приварки полочки в корпусе автосцепки:
1 — новая полочка; 2 — затяжка; 3 — медная обойма; 4 — опоры; 5 — упорная планка; 6 — гайка; 7 — барашек; 8 — пружина- рукоятка приспособления; 9 — электрод в рабочем положении
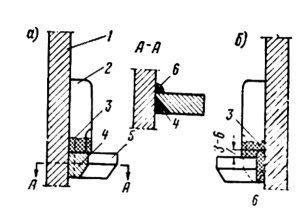
Рис. 161. Схема выполнения сварочных работ при приварке полочки для верхнего плеча собачки: а— вид со стороны окна для замка; б — видео стороны хвостовика; 1 — стенка корпуса; 2 — серповидный упор; 3 — заплавленный зазор между серповидным упором и полочкой; 4 — основной шов приварки ПОЛОЧКИ; 5 — полочка; 6 — контрольный шов
Рис. 162. Расположение приспособления при наплавке шипа займодержателя автосцепки;
1 — пружина приспособления; 2 — медная пластина приспособления; 3 — наплавляемый шип
* В. В. Коломийченко. Организация и технология ремонта автосцепки. Трансжелдориздат, 1956.

Правильность выполненного ремонта проверяется проходным и непроходным шаблоном.
Замок автосцепки.
Для замка автосцепки наиболее характерны следующие основные неисправности: износ поверхности зацепления; износ кромки овального отверстия; излом сигнального отростка; изгиб, излом или износ шипа для навешивания собачки.
Изношенные поверхности 1, 4 и 5 замка (рис. 163) восстанавливаются электродуговой наплавкой электродами типа Э42 или ЭНХ25, а также полуавтоматической сваркой под слоем флюса проволокой диаметром 2 мм из стали марки Св-10Г2 с последующей механической обработкой на строгальном и сверлильном станках в специальных кондукторах и приспособлениях.

Рис. 163. Замок автосцепки, отремонтированный сваркой
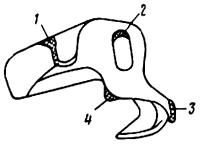
Рис. 164. Замкодержатель с наплавленными поверхностями:
1 — упор; 2 — овальное отверстие; 3 — лапа; 4 — расцепкой угол
Отбитый сигнальный отросток 2 замка приваривается электросваркой электродами типа Э-42 или Э50 с предварительной разделкой кромок по месту приварки под К-образную форму. Места приварки зачищаются на наждачном точиле.
Поврежденный или изломанный шип для собачки высверливается сверлом диаметром 19 мм. Вместо высверленного ставится на резьбе новый шип 3 диаметром 22 мм с приваркой его с другой стороны замка электродами типа Э42 диаметром 4 — 5 мм при сварочном токе 160—210а. Отремонтированный замок по форме и размерам проверяется шаблонами.
Замкодержатель.
Основными неисправностями замкодержателя являются изгибы, трещины и изломы, а также износ упора противовеса, овального отверстия, лапы и поверхности расцепного угла.
Изношенные поверхности замкодержателя восстанавливаются электродуговой наплавкой (рис. 164) электродами Э-12 или ЭНХ25 диаметром 5 мм при токе 200—220 а с последующей механической обработкой до альбомных размеров. Обработка производится на строгальном и токарном станках с помощью кондукторов и приспособлений. После ремонта форма и размеры замкодержателя проверяются шаблонами.
Собачка (предохранитель замка). Характерными неисправностями собачки являются изгиб, излом, износ торца верхнего плеча, износ нижнего плеча и разработка отверстия для шипа.
Изломанные собачки не ремонтируются, а изогнутые — выправляются в специальном штампе в нагретом состоянии до температуры 850—900о. Места износа восстанавливаются электродуговой наплавкой с последующей механической обработкой. Разработанное отверстие собачки заваривается электросваркой; новое отверстие размечается и просверливается на станке сверлом диаметром 24 мм.
Подъемники замков и валики подъемников, имеющие износ и повреждения, ремонтируются теми же способами, что и описанные выше детали механизма. После электронаплавки изношенных мест и механической обработки они проверяются шаблонами.