При поточном методе ремонта вагонов пути сборочного цеха, представляющие собой пути поточных линий, разделяются на ремонтные позиции, на которых ремонтируемые вагоны находятся в течение времени, установленного для них графиком технологического процесса. В это время на вагонах выполняется определенный объем ремонтных работ. Совокупность операций, выполняемых на ремонтной позиции, называется циклом работ для данной позиции.
Позиции располагаются в последовательности, соответствующей технологическому процессу ремонта вагонов, и образуют поточную линию. Время нахождения вагона на каждой ремонтной позиции должно быть одинаковым. Время, через которое с поточной линии выходят отремонтированные вагоны, называется ритмом поточной линии. Оно складывается из длительности простоя вагона на ремонтной позиции и времени, необходимого для перемещения вагонов с позиции на позицию; следовательно, ритм поточной линии определяет время простоя вагона на ремонтной позиции. Производительность, или пропускная способность, поточной линии W за планируемый период определяется выражением![]()
где Ф— фонд рабочего времени поточной линии в течение планируемого периода;
п — число изделий (вагонов), одновременно находящихся на каждой ремонтной позиции;
R— время простоя вагона или группы вагонов на ремонтной позиции (ритм).
Величины Ф и R должны быть выражены в одинаковых единицах измерения — часы, смены, сутки.
Если считать, что фонд рабочего времени поточной линии величина постоянная, то ее производительность является величиной, прямо пропорциональной количеству вагонов, находящихся одновременно на ремонтной позиции, и обратно пропорциональной ритму.
Зная производительность одной поточной линии, можно определить необходимое количество поточных линий К для выполнения заданной программы ремонта вагонов N
![]()
Обозначив число позиций через С, а общий простой вагона в ремонте на поточной линии через t, зависимость между ними и величиной R может быть представлена следующим выражением
![]() (35) Величины R и t могут быть выражены в рабочих часах, сменах или днях.
(35) Величины R и t могут быть выражены в рабочих часах, сменах или днях.
Время нахождения вагона на позиции, или ритм поточной линии, зависит от многих факторов и прежде всего от производительности труда рабочих и продолжительности наиболее длительной технологической операции, выполняемой на позиции. Чем лучше организован поток, тем меньше величина ритма. Однако уменьшение последнего связано с увеличением количества перемещений вагона с одной позиции на другую. Так как во время перемещений вагонов работы на них прекращаются, то при этом увеличиваются потери рабочего времени.
Если обозначить длительность одной перестановки 0, то общая затрата времени на все перестановки П0 составит
![]() (36) где С—1 — количество перестановок.
(36) где С—1 — количество перестановок.
Заменяя С через t/R получим
![]() (37)
(37)
Из этой зависимости следует, что при постоянной величине 0 затраты на перестановки возрастают с уменьшением ритма R.
Исследованием влияния ритма потока на увеличение пропускной способности поточной линии, проведенным канд. техн, наук Б. А. Борисовым, установлено, что при неизменном числе позиций для данного объема работ пропускная способность поточной линии обратно пропорциональна величине ритма, т. е. где W1 и W2 — пропускные способности поточных линий при ритме потока соответственно R1 и R2. Таким образом, чем меньше величина ритма, тем больше производительность поточной линии. В то же время, как отмечалось выше, уменьшение ритма потока при равных затратах времени на перестановку вагонов приводит к сокращению полезного фонда времени рабочего места,
![]()
что видно из формулы (39) зависимости между полезным фондом рабочего времени и ритмом потока, выведенной канд. техн, наук Б. А. Борисовым:
![]() (39)
(39)
где у — коэффициент полезного фонда рабочего времени поточной линии;
d — общий простой вагона на поточной линии;
θ — время, затрачиваемое на одну перестановку вагонов с одной позиции на другую;
Тпол — полезный фонд времени поточной линии.
В результате указанных исследований выработан закон изменения у в зависимости от R (рис. 220), из которого следует, что при сокращении ритма R ниже его критических значений коэффициент у резко снижается, что свидетельствует об уменьшении производительности поточной линии.
Существенное влияние на производительность поточной линии оказывает время, затрачиваемое па перемещение вагонов по позициям 0. Оно зависит от способов перемещения вагонов.
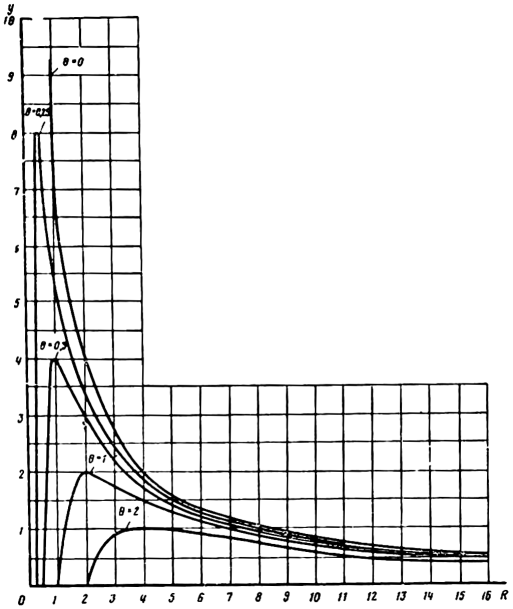
Рис. 220. График зависимости коэффициента полезного фонда рабочего времени поточной линии от величины ритма
Обычно в практике вагоноремонтных заводов, где перестановка вагонов осуществляется локомотивом, ритм поточной линии принимается таким, чтобы перестановка вагонов с одной позиции на другую производилась не в рабочее время, а в обеденный перерыв или между рабочими сменами. Если перемещение вагонов по позициям осуществляется при помощи конвейерных установок с минимальными затратами времени, продолжительность ритма определяется главным образом длительностью самой продолжительной технологической операции, которая должна быть выполнена на какой-либо позиции поточной линии.
Характер работ на каждой позиции должен быть таким, чтобы они могли выполняться параллельно и их исполнение давало бы возможность приступать к новым работам на следующей позиции.
Общее количество вагонов, одновременно находящихся на всех ремонтных позициях, называется фронтом ремонтируемых вагонов. При заданном простое вагона в ремонте он зависит от производственной программы цеха на планируемый период
Nф=Nt/Фп (40)
где N— производственная программа на планируемый период;
Т— простой вагона в ремонте в рабочих днях или часах;
Ф — рабочий фонд времени ремонтной позиции в планируемом периоде.
С другой стороны,![]()
где С — число ремонтных позиций на одной поточной линии;
п — число вагонов, одновременно находящихся на ремонтной позиции;
К — число поточных линий.
Если рабочую длину вагоносборочного цеха обозначить через Lр, а расчетную длину ремонтной позиции через l, то количество позиций на одной нитке потока определится выражением
![]() (41)
(41)
В расчетную длину позиции включается длина вагона или группы вагонов, одновременно находящихся на позиции, длина разрывов между вагонами, а также ширина прохода между соседними позициями. Когда на позиции производится отделение кузова от рамы и выкатка рамы из-под кузова или установка на позиции вагонных тележек, выкаченных из-под вагонов и подкатываемых под них, длина таких позиций увеличивается соответственно на длину одной или нескольких рам или на длину тележек.
Длина позиций малярных работ обычно меньше расчетной длины за счет сокращения разрывов между смежными вагонами.