Для исправной работы роликовых подшипников большое значение имеет правильность геометрии их деталей.
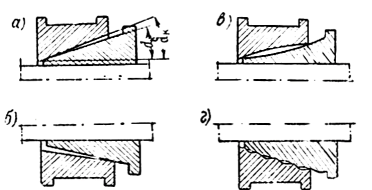
В практике монтажа роликовых подшипников на втулочной посадке наиболее часто встречаются такие отклонения, как «прямая» разница конусностей, когда конусность отверстия внутреннего кольца 2tgаK больше конусности закрепительной втулки 2 tgаK (рис. 74,а) и «обратная» разница конусностей, когда 2 tgаK>2tgaK (рис. 74,б).
«Прямая» разница конусностей, не обнаруженная при монтаже, порождает концентрацию напряжений в наиболее опасном сечении шейки и может вызвать трещину шейки или разрыв внутреннего кольца. «Обратная» разница конусностей создает повышенные удельные давления и, следовательно, деформации в тонкой части сечения кольца. Как следствие такого отклонения геометрии, возможны разрывы внутренних колец или коничность дорожки качения, которая резко снижает долговечность работы подшипников. Встречаются и такие виды отклонений геометрии, как седлевидность (рис. 74, в), волнистость (рис. 74, г) и граненость поверхностей.
Рис. 74. Схема отклонения геометрии посадочных поверхностей
Указанные дефекты вызывают местную концентрацию напряжений и ведут к образованию трещин в шейках, разрывам внутренних колец или резкому снижению срока их службы. Поэтому необходим тщательный контроль плотности посадки.
Обнаружить «прямую» и «обратную» разноконусность можно рядом измерений радиального зазора. Если при малой запрессовочной силе радиальный зазор изменяется значительно, то конические поверхности имеют «обратную» разноконусность и, наоборот, если при большой запрессовочной силе радиальный зазор изменился очень мало, будет «прямая» разноконусность. Такой способ обнаружения требует большой затраты времени и не дает достаточно точных результатов. Его нельзя отнести к числу универсальных способов, так как при пользовании им не обнаруживаются другие дефекты (седловидность, граненость, волнистость). Особенно затруднительно определение «прямой» или «обратной» разноконусности при наличии овальных посадочных поверхностей внутренних колец и разностенных закрепительных втулок.

Рис. 75. График зависимости запрессовочной силы от перемещения закрепительной втулки

Рис. 76. Схема расположения закрепительной втулки и внутреннего кольца подшипника на шейке оси
Вследствие того, что правильная посадка внутреннего кольца подшипника определяется величиной перемещения закрепительной втулки, рассмотрим, как перемещается втулка в кольце с момента постановки ее от руки.
Полное перемещение (просадка) закрепительной втулки (рис. 75) составляет
![]() (11)
(11)
где НД — перемещение, обусловленное разницей диаметров втулки и шейки;
Нп— перемещение, обусловленное местными пластическими деформациями (смятием гребешков) па поверхностях контакта;
Ну — упругое перемещение втулки, когда с деформациями на сопрягаемых поверхностях увеличивается диаметр дорожки качения.
Из рис. 76 видно, что
![]() (12)
(12)
Для существующих допусков на диаметры посадочных поверхностей величина Нд колеблется от 0 до 1 мм.
При этом из графика рис. 75 видно, что для ликвидации зазора необходимо приложить незначительную за прессовочную силу Р. Такая сила создается посредством подпресовки втулки гидравлическим прессом усилием, равным 2 140 кг (10 ати).
Однако такой способ также имеет недостатки, существо которых сводится к следующему. Вследствие разных значений dв— dm, объясняемых разной величиной допусков на диаметры посадочных поверхностей, величина Рм будет переменной. В действительности же для всех случаев создается
усилие Рзд = 2 140 кг. Поэтому, если для ликвидации зазора необходима незначительная запрессовочная сила, а прилагается в действительности большая, то она уже создает упругое перемещение втулки Ну. Тогда к действительному упругому перемещению добавляется упругое перемещение от создания излишней силы.
Доля перемещения, обусловленного смятием гребешков на поверхностях контакта, определяется по формуле
![]() (13)
(13)
где п — число пар поверхностей, участвующих в контакте; hх и h2 — высоты гребешков поверхностей.
Для посадочных поверхностей внутреннего кольца, шейки и втулки, обработанных по 8-му классу чистоты, величина = 0,08 мм.
Для смятия гребешков на поверхностях требуется приложить большую, чем в первом случае, запрессовочную силу Рзп, но, учитывая, что при монтаже подшипников в большинстве случаев применяются втулки и кольца, находившиеся в эксплуатации, где гребешки уже смяты, запрессовочную силу Рзп и перемещение Hп можно не принимать во внимание.
Вследствие наличия различных отклонений геометрии посадочных поверхностей перемещения закрепительных втулок при одинаковом значении натяга могут быть различными. Это объясняется тем, что при любых отклонениях геометрии уменьшается площадь контакта, что при тех же нагрузках вызывает повышение удельных давлений и соответственно деформаций на участке контакта. Поэтому изменяется упругое перемещение втулки, что видно из формулы (14), связывающей упругое перемещение Ну с суммой упругих деформаций на всех четырех поверхностях
![]() (14)
(14)
Исследованиями перемещений закрепительных втулок при различных отклонениях геометрии, проводившимися автором главы в течение 1952 — 1953 гг., было установлено, что для принятого в настоящее время натяга перемещения втулки должны быть равны Ну—0,55 — 0,9 мм. Впоследствии исследованиями ЦНИИ МПС в 1954 — 1955 гг. установлено, что эти перемещения соответствуют прочной посадке. При этом запрессовочная сила для подшипников с наружным диаметром 280 мм должна быть равна Р=17 ± 2 т (70—90 кг/см2).
Если запрессовочная сила или перемещение втулки не соответствуют допускаемым значениям, то запрессовка бракуется.
Гидравлические прессы для запрессовки и выпрессовки закрепительных втулок. Закрепительные втулки запрессовываются и выпрессовываются переносным гидравлическим прессом конструкции Московского ремонтно-механического завода Главного управления вагонного хозяйства (МРМЗ ЦВ МПС).
При запрессовке на пресс устанавливается манометр, а при распрессовке вместо него — предохранительный клапан, рассчитанный на определенное максимальное усилие.
Характеристика пресса
Максимальное усилие в т.................................................................................. 45
Рабочий ход плунжера в мм.............................................................................. 10
Вес в кг............................................................................................................... 23

Рис. 78. Гидравлический пресс в положении для выпрессовки закрепительной втулки
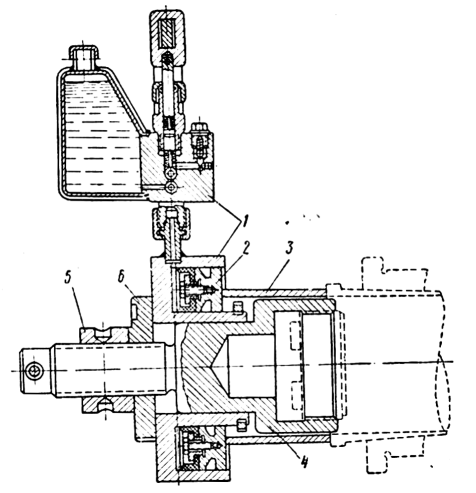
Рис. 77. Гидравлический пресс в положении для запрессовки закрепительной втулки
Для запрессовки внутренней или наружной втулок необходимо на резьбу торца шейки оси навернуть переходную монтажную оправку 4 (рис. 77), поставить индикаторную втулку 3 и установить пресс 1, закрепив его шайбой 6 и гайкой 5. При создании давления в рабочей камере пресса корпус его вследствие упора в шайбу и гайку остается на месте, а плунжер 2 переместится вперед и через индикаторную втулку передаст давление на закрепительную втулку.
Для выпрессовки втулки переднего или заднего подшипников с помощью гидравлического пресса (рис. 78) необходимо предварительно установить упорное кольцо 5 и навернуть направляющий стакан 4; на резьбу закрепительной втулки поставить переходную оправку 6 и установить распорную втулку 3; далее разместить гидравлический пресс 1, шайбу 8 и зажать гайкой 7 до упора пресса в шайбу 8. Затем необходимо закрыть вентиль, перепускающий масло из цилиндра в резервуар, и при помощи ручного насоса качать масло под плунжер 2 цилиндра. Плунжер передает давление на втулку 3 и через нее и упорное кольцо иа внутреннее кольцо подшипника. Одновременно с этим корпус пресса упирается через шайбу 8 в гайку, навернутую на хвостовик переходной оправки, которая и вытягивает втулку. В связи с большими распрессовочными усилиями и для предупреждения отброса пресс вместе с деталями укрепляется крючками через отверстия колеса колесной пары.

Рис. 79. Стяжная втулка
Аналогичным образом выпрессовывается и втулка другого подшипника.
В случаях, когда закрепительная втулка не может быть выпрессована при помощи гидравлического пресса, ее снимают посредством стяжной втулки (рис. 79), которая навертывается на резьбу закрепительной втулки до упора во внутреннее кольцо подшипника, а на ее шестигранник надевается специальный ключ.
Сложность конструкции гидравлического пресса МРМЗ ЦВ МПС, большое количество в нем сменных деталей, значительный вес требуют его дальнейшего совершенствования. Кроме этого пресса, применяется распрессовочный гидравлический пресс конструкции А. А. Рябова и А. В. Барковского (рис. 80).
Для распрессовки пресс навертывается иа закрепительную втулку посредством втулки 2. При этом поршень 3 упирается во внутреннее кольцо подшипника. Далее на цилиндр 7 с червячной резьбой навертывается рукоятка 10, которая перемещает плунжер 8, создавая давление в рабочей полости.
Технологическая оценка посадок роликовых подшипников. На подвижном составе железных дорог СССР и стран Западной Европы применяются два способа посадки внутренних колец роликовых подшипников: горячая и втулочная.
Горячую посадку имеют подшипники вагонов метрополитена и электро- подвижного состава. На пассажирских и грузовых вагонах применяются подшипники как на втулочной, так и горячей посадке. В дальнейшем предусматривается применение горячей посадки как основной.
Для обеспечения горячей посадки внутреннее кольцо подшипника нагревается в масле или в электрическом шкафу до температуры 100—120° и надевается на шейку оси. Остывая, кольцо уменьшается и плотно обхватывает шейку.
Втулочная посадка основана на заклинивании внутреннего кольца на шейке оси посредством дополнительной детали — закрепительной втулки. При этом нет необходимости нагревать или запрессовывать внутреннее кольцо.
При втулочной посадке требуется особая тщательность при запрессовке закрепительной втулки. Неточность в запрессовке приводит к разрывам колец или к проворачиванию их на шейке. В этом отношении горячая и втулочная посадки равноценны.
Существенным преимуществом втулочной посадки является возможность посадки одного и того же внутреннего кольца на шейки разных диаметров. При горячей посадке такая возможность ограничена. Для посадки колец или подшипников на шейки разного диаметра необходимо иметь набор внутренних колец или подшипников с разными отклонениями диаметров. При отсутствии кольца на данный диаметр шейки оси прибегают к дополнительной операции — цинкованию посадочных поверхностей. Такая обработка колец позволяет также восстанавливать первоначальные размеры отверстия.

Рис. 80. Распрессовочный гидравлический пресс конструкции А. А. Рябова и ; А. В. Барковского:
1 — рабочий цилиндр; 2 — упорная втулка; 3 — кольцевой поршень; 4 — манжета; 5 — труба корпуса; 6 — уплотняющее кольцо; 7 — цилиндр; 8 — плунжер; 9 — нажимной стакан; 10 — рукоятка; 11 — болт
Горячая посадка обычно применяется для цилиндрических разборных подшипников. При горячей посадке неразборных двухрядных сферических подшипников возникает необходимость нагрева всего подшипника, что при значительных его размерах технологически неудобно и требует значительно большего расхода энергии, чем при нагреве одного кольца. Кроме того, при нагреве всего подшипника расширяется и наружное кольцо, что создает трудности при посадке его в корпус буксы. Поэтому для сферических подшипников в неразъемных корпусах применяется втулочная посадка. Последняя вследствие наличия у втулки конической поверхности и сквозного разреза позволяет устанавливать любой подшипник на шейке, диаметр которой отличается от диаметра внутреннего кольца. Поэтому применение втулочной посадки позволяет расширить поле допуска на диаметры всех деталей, участвующих в контакте.
К недостаткам втулочной посадки относится прежде всего наличие в контакте не двух как в горячей, а четырех посадочных поверхностей, из которых две конические. Поэтому техническими условиями должны предъявляться более жесткие требования к соединяемым деталям в отношении отклонений образующих поверхностей.
Отклонение геометрии посадочных поверхностей ведет к повышенной концентрации напряжений и к общему повышению напряжений в деталях посадки. Последнее усугубляется наличием разреза втулки.
Из этого следует, что втулочная посадка по сравнению с горячей увеличивает вероятность образования трещин в шейках осей и разрывов внутренних колец. К недостаткам втулочной посадки относится также необходимость введения в буксу дополнительных точно изготовленных деталей — закрепительных втулок.
При нагреве внутреннего кольца подшипника и последующего охлаждения выравнивание температур шейки и кольца вследствие наличия втулки происходит медленнее, чем при горячей посадке, так как тело втулки ухудшает отвод тепла к оси. Поэтому букса более длительное время будет находиться в условии «эксплуатационного недонатяга», вызванного ухудшенным отводом тепла, что делает более вероятным проворот соединения на шейке.
Диаметр шейки оси вне зависимости от способа посадки подшипников выбирается из условий прочности на изгиб от статической и динамической нагрузок. Наружный диаметр подшипника, определяющий габаритные размеры буксы, не может быть слишком большим, так как это увеличивает вес буксового узла.
При данных габаритных размерах буксы для горячей посадки диаметры роликов, от которых зависит долговечность подшипников, определяются размером шейки и толщиной наружного и внутреннего колец.
Для втулочной посадки при тех же габаритных размерах буксы диаметр роликов будет меньше, чем при горячей посадке, вследствие установки на шейке закрепительной втулки.
Поэтому недостатком втулочной посадки по сравнению с горячей является также меньшая долговечность работы буксового узла при одинаковых габаритных размерах буксы.
При посадке подшипника на закрепительную втулку к ней должно быть приложено значительное запрессовочное усилие, что вызывает необходимость оснащения роликовых цехов специальным прессовым оборудованием.
При горячей посадке такого оборудования не требуется.
Для монтажа буксы на втулочной посадке требуется больше монтажных приспособлений и измерительных средств, чем для монтажа буксы на горячей посадке.
Таким образом, объективная оценка горячей и втулочной посадок приводит к выводу, что горячая посадка во многих отношениях предпочтительнее втулочной. Необходимость точного измерения натяга и подбора колец, как показывает практика, не умаляет достоинств горячей посадки.