В зависимости от характера и размеров погнутости рамы и отдельные балки исправляются в холодном или нагретом состоянии. Нагрев должен производиться равномерно до темно-красного цвета (примерно 600о) газовыми горелками, форсунками, но лучше электроиндукторами. Неравномерный нагрев может вызвать коробление балки и даже трещины. Зона подогрева должна быть несколько больше участка прогиба.
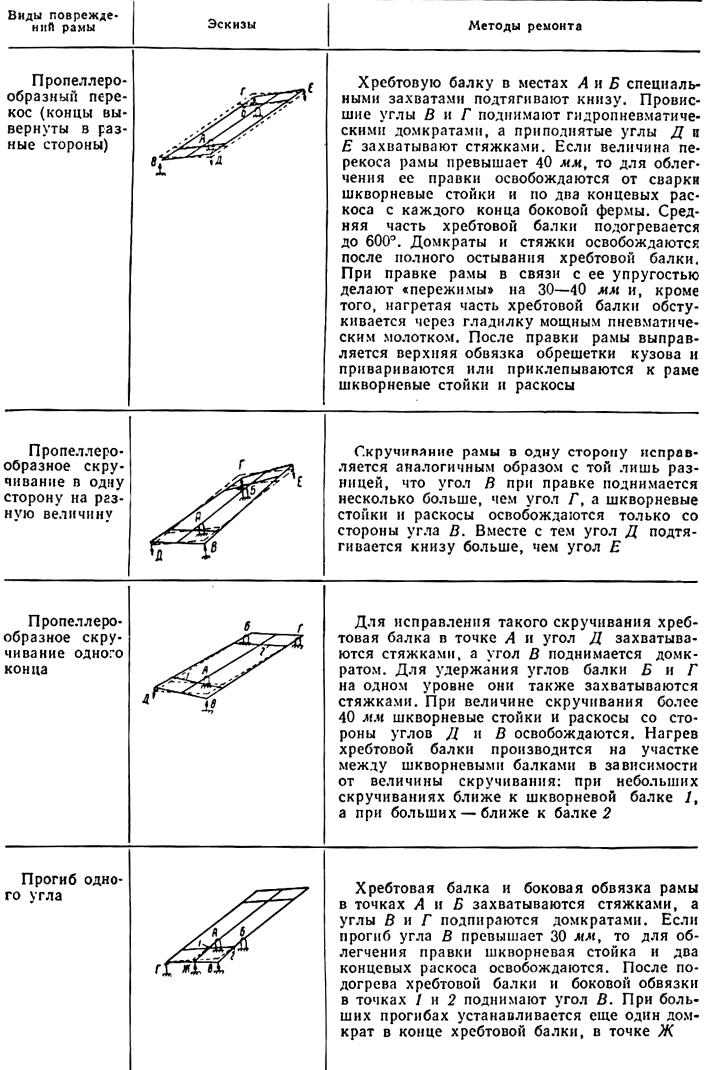
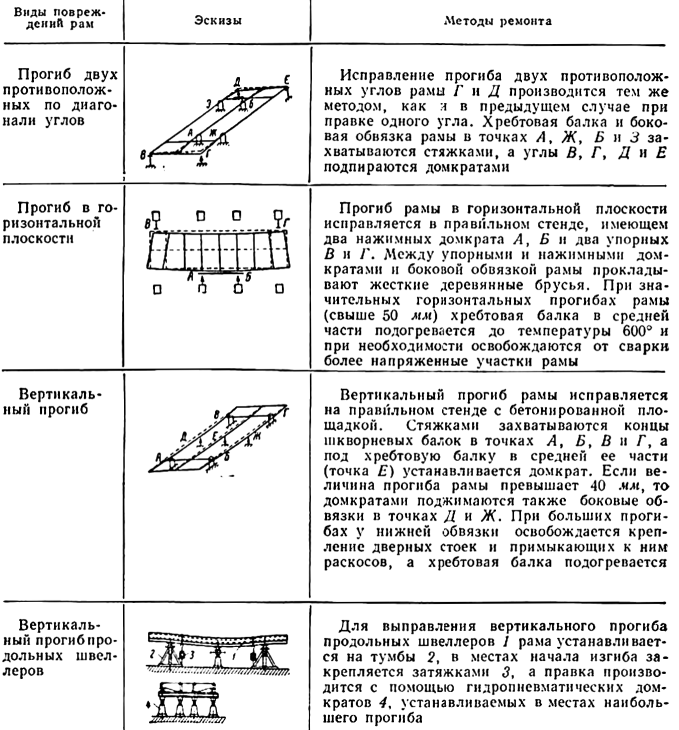
Все виды перекосов рам и прогибы в вертикальной и горизонтальной плоскостях выправляются в правильных стендах; при этом вертикальные прогибы выправляются на бетонированных площадках стенда; изгибы в горизонтальной плоскости устраняются с помощью различных приспособлений. Наиболее характерные виды погнутостей рам и методы их ремонта приведены в табл. 33. После ремонта рамы проверяются (табл. 34).
Таблица 33
Методы ремонта наиболее характерных перекосов, погнутостей и прогибов рам
Порядок проверки рам вагонов
Таблица 34

Примечание. По правилам ремонта могут быть оставлены без исправления прогибы боковых продольных швеллеров и хребтовых балок в вертикальной плоскости величиной не более 25 мм у четырехосных и 15мм у двухосных вагонов.