Тележечный цех предназначен для ремонта тележек вагонов. Одним из условий ритмичной работы вагоносборочного цеха является наличие оборотного запаса отремонтированных тележек различных типов.
При организации работы тележечного цеха исходят из того, что: тележки под вагонами, как правило, обезличены;
тележки, выкаченные из-под вагонов, подаются в тележечный цех и после ремонта по мере необходимости возвращаются в вагоносборочный цех для подкатки под вагоны;
колесные пары, рессоры и пружины ремонтируются соответственно в колесном цехе и рессорно-пружинном отделении;
детали тележек в зависимости от их количества ремонтируются в самом тележечном цехе или в отделениях ремонтно-комплектовочного цеха, при этом детали являются обезличенными;
для перезаливки подшипников скольжения при тележечном цехе организуется кальцезаливочное отделение;
для демонтажа, монтажа и ремонта роликовых подшипников при колесном цехе организуется роликовое отделение.
Технологический процесс ремонта тележек строится следующим образом.
Тележки, выкаченные из-под вагонов, подаются в тележечный цех и разбираются. При этом колесные пары направляются в колесный цех; узлы и детали тележки очищаются, обмываются и осматриваются для определения необходимого ремонта, а затем направляются в соответствующие отделения или на позиции для ремонта.
Тележки собираются, как правило, с использованием заранее отремонтированных узлов и деталей. Проверенные и окрашенные тележки передаются в вагоносборочный цех для пополнения оборотного запаса или для подкатки под вагоны.
Для выполнения указанных выше операций в тележечном цехе организуются участки: разборочный, моечный, проверки и испытания поясов, ремонта деталей тележек, сборочный и окрасочный.
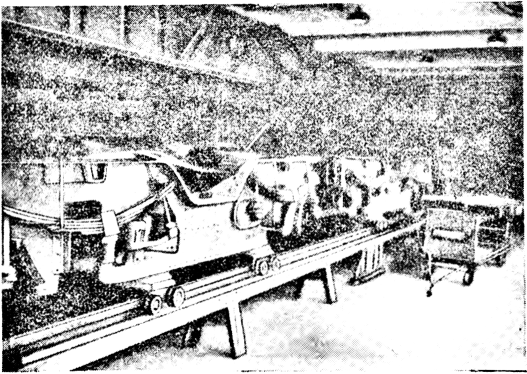
Рис. 255. Конвейер для разборки тележек
Организация ремонта тележек и выбор технологической оснастки в значительной степени зависят от конструкции и количества ремонтируемых тележек
Выкаченные из-под вагонов тележки подаются на разборочный участок для разборки на стационарных позициях или конвейере (рис. 255). Обычно на конвейере разбираются рамные тележки без колесных пар и обмытые в моечной машине.
Тележки слитыми боковинами или поясные (сборные) обычно разбираются на стационарных позициях, которые оснащаются мостовым краном грузоподъемностью 10 т, позволяющим снимать шкворневые балки, боковины, колесные пары и другие детали, а также поднимать собранные тележки; гайковертами; трубопроводами сжатого воздуха для подключения пневматического инструмента и приспособлений и газорезными аппаратами. Для удобства отвертывания гаек колоночных и буксовых болтов целесообразно тележки при разборке переворачивать. Эта операция может выполняться при помощи специальных захватов к мостовым кранам или стационарными кантователями.
Разборочный участок располагается непосредственно у моечной машины с таким расчетом, чтобы детали после разборки без дополнительной транспортировки могли укладываться на конвейер моечной машины.
Процесс разборки разбивается иногда на две части: вначале рама тележки освобождается от колес и подается в моечную машину, а затем после обмывки окончательно разбирается. Для обмывки тележек грузовых вагонов применяются конвейерные моечные машины типа ММ-10,5, а для тележек пассажирских вагонов — типа ММ16-М (рис. 256). Машины различаются между собой габаритными размерами (цифры 10, 5 и 16 обозначают длину машины в метрах).
Участок определения ремонта деталей и испытания поясов. После разборки и очистки детали тележек осматриваются и проверяются. Для этого вблизи моечной машины со стороны выходного окна организуется площадка со столами, на которую разгружаются детали с конвейера. После осмотра детали в зависимости от состояния направляются для ремонта или, если ремонта не требуется, — на сборочные позиции. На этом же участке производится магнитное испытание поясов тележек.

Рис. 256. Моечная машина типа ММ16-М для обмывки тележек пассажирских вагонов
Места у поясов, подвергающиеся испытанию, предварительно очищаются до металлического блеска; для этой цели могут применяться пескоструйные, гидропескоструйные установки или переносный дробеструйный аппарат. Очистка с использованием сухого песка может производиться только в герметических камерах с мощной вентиляцией; такие камеры устраиваются обычно вне цеха, что связано с необходимостью дополнительной транспортировки поясов. Гидропескоструйная или дробеструйная очистка может быть организована непосредственно в цехе.
Место магнитного испытания оборудуется специальными стеллажами для укладки поясов, магнитным дефектоскопом, общим и местным освещением, а также индивидуальным подъемником.
Участок ремонта деталей и узлов.
Для сокращения транспортировки целесообразно организовать ремонт тяжелых деталей и узлов тележки (рама боковины, опорные и надрессорные балки) непосредственно в тележечном цехе. Остальные детали ремонтируются в отделениях ремонтно-комплектовочного цеха.
Участок для ремонта рам тележек цельнометаллических вагонов оборудуется стендом-кантователем, при помощи которого рама тележки может быть повернута на 180° вокруг продольной оси с фиксированием ее в любом промежуточном положении. Такой поворот необходим при замене шпинтонов, выполнении сварочных работ, чтобы избежать потолочной сварки, и производстве других работ. При ремонте челюстных тележек на участке устанавливается стенд- кондуктор для проверки базы, буксовых челюстей рамы и постановки наделок.
На участке выделяются также места для установки рам тележек при ремонте. Отремонтированные рамы передаются на сборочный конвейер или позиции сборки.
В тележечном цехе, где ремонтируются сборные тележки, выделяются специализированные рабочие места для ремонта боковин тележек, надрессорных балок, поперечных связей. Позиция ремонта надрессорных балок оснащается кантователем для установки и поворота балки при выполнении электросварочных работ, кондуктором и пресс-скобой для клепки подпятников и кронштейнов мертвых точек, установкой с полуавтоматическим сварочным аппаратом для наплавочных работ и специальным станком типа Дарницкого вагоноремонтного завода для расточки подпятниковых мест.
Позиция для ремонта поперечных связей оборудуется пресс-скобой для клепки предохранительных угольников, стеллажами для укладки связей при электросварке, переносно-шлифовальной электрифицированной машинкой для зачистки мест сварки.
На позиции ремонта литых боковин тележек устанавливается стол для укладки боковин при электронаплавке, фрезерный станок для обработки наплавленных мест, радиальносверлильный станок для рассверливания отверстий в кронштейне валика подвески тормозного башмака.

Рис. 257. Поточная конвейерная линия для сборки тележек грузовых вагонов: I—VII—позиции потока; 1 — тяговая цепь конвейера; 2 — захваты конвейера; 3 — обратная цепь конвейера; 4 — тяговая станция конвейера; 5 — гайковерт; 6 — вентиляционная камера для отсоса загрязненного воздуха при окраске тележки; 7 — камера для сушки тележек после окраски
Все ремонтные позиции оборудуются розетками для подключения электрифицированного инструмента, точками для подключения пневматического инструмента, электрогорном и электросварочной аппаратурой. Для транспортировки деталей и узлов применяются мостовые краны, кран-балки, а также рольганги и пластинчатые транспортеры, а при объеме работ более 20 тыс. тележек в год — подвесные конвейеры.
Участок сборки тележек. Тележки могут собираться на поточных линиях и стационарных позициях. Наиболее прогрессивным методом является сборка на поточных линиях с применением механизированного конвейера с оборудованием отдельных позиций соответствующей оснасткой.
Сборка тележек грузовых вагонов на поточной конвейерной линии (рис. 257) производится на рельсовых путях, уложенных для удобства работ над уровнем пола на высоте 300—400 мм, между которыми смонтирована тяговая ветвь конвейера. В конце конвейерной линии смонтированы окрасочная и сушильная камеры, позволяющие окрашивать тележки сразу же после сборки.
Конвейер совершает пульсирующее возвратно-поступательное движение. Управление конвейером осуществляется автоматически при помощи командного аппарата, который регулируется на заданный ритм.
Перечень работ, выполняемых на позициях конвейерной линии, приведен в табл. 47.
Производительность конвейера зависит от ритма потока и определяется выражением
![]()
(57)
где Ф — рабочий фонд времени позиции конвейера в ч за определенный период;
R — ритм потока в ч;
п — число тележек на одной позиции.
Практически ритм потока на сборке может быть принят в размере
0,2 — 0,25 ч.
Число позиций на поточной линии равно![]() где t — общая продолжительность сборки тележки.
где t — общая продолжительность сборки тележки.

Рис. 258. Полупортальный кран, обслуживающий сборочный конвейер тележек

Рис. 259. Поворотно-опускная платформа для приема тележек с конвейерной линии электрифицированными
Позиции поточно-конвейерной линии оснащаются станком для расточки подшипников, стендом для приработки подшипников к шейкам осей, пневматическими подъемниками для удержания надрессорной балки и поясов тележки, гайковертами для завертывания гаек на буксовые и колоночные болты, кран-балкой, консольным или полупортальным краном (рис. 258) с тельферами или пневматическими подъемниками.
Для опускания собранных тележек на уровень пола в конце конвейера устраивается опускная пневматическая или электрифицированная платформа (рис. 259).
Таблица 47
Перечень работ, выполняемых на позициях конвейерной линии
№ позиций (рис. 257) | При сборке тележек с литыми боковинами | При сборке поясных тележек |
I | Расточить подшипники по диаметру шеек осей колесных пар. | |
II | Смонтировать буксы на шейках осей колесных пар; навесить на буксы боковины тележек; уложить надрессорную балку; поставить собранные тормозные триангели | Смонтировать буксы на шейках осей колесных пар; уложить средние пояса на буксы; поставить разгружающие балочки и поперечные связи; установить рессорно-пружинные комплекты |
III | Уложить подкладки рессорно-пружинных комплектов; установить рессорно-пружинные комплекты; поставить шкворень, уложить скользуны в коробки | Установить колонки; уложить триангели; поставить надрессорную балку на рессорно-пружинные комплекты; установить верхние пояса; поставить на места буксовые и колоночные болты; собрать нижние пояса и навернуть гайки на болты |
IV | Смазать подпятник, проверить положение предохранительных устройств на надрессорной балке для триангелей | Завернуть гайковертом гайки буксовых и колоночных болтов до упора; поставить шплинты в отверстия буксовых и колоночных болтов и развести концы их; поставить шкворень, уложить скользуны в коробки, смазать подпятник |
V | Собрать подвески тормозного башмака на валики, поставить в валики предохранительные чеки и развести их концы; установить на триангели предохранительные скобы для подоской тяги; завести в скобы подосную тягу; собрать две пары тормозных рычагов на тележке, соединив их валиками с подосной тягой и кронштейном мертвой точки; надеть на валики шайбы и зашплинтовать валики; проверить размеры тележки; вложить в буксы польстерные щетки и залить буксы смазкой. Сдать тележку отк | Собрать подвески тормозного башмака на валики: поставить в валики предохранительные чеки и развести их концы; поставить на триангели предохранительные скобы для подосной тяги. Завести в скобы подосную тягу; собрать две пары тормозных рычагов на тележке, соединив их валиками с подосной тягой и кронштейном мертвой точки; надеть на валики шайбы и зашплинтовать валики; проверить базу тележки и другие размеры; приварить упоры поясов и болтов; вложить в буксы польстерные щетки, залить буксы смазкой. Сдать тележку ОТК |
VI | Окрасить тележку | |
VII | Просушить тележку в камере | |
Тележки окрашиваются пневматическими распылителями. Для ускорения сушки в камере создается температура до 80" и усиленная вентиляция. При окраске тележек масляными красками период сушки составляет 30—40 мин.
Для бесперебойного обеспечения сборочных позиций деталями и узлами вблизи поточно-конвейерной линии организуются площадки с необходимым запасом деталей и узлов для работы в течение одной-двух смен. При этом целесообразно, чтобы сборочные позиции были связаны с соответствующими ремонтными позициями рольгангами, склизами или конвейерными линиями, которые, являясь одновременно складскими местами для готовых деталей, обеспечивали бы равномерное питание сборочных позиций. Такое размещение ремонтных и сборочных позиций (рис. 260) создает наиболее благоприятные условия для высокопроизводительной работы тележечного цеха.

Рис. 260. Планировка тележечного цеха:
Поточно-конвейерная линия для сборки тележек пассажирских вагонов отличается от линии сборки тележек грузовых вагонов лишь числом позиций и где — заданный выпуск тележек из ремонта на планируемый период; tт— простой тележки на сборке в ч; Ф — рабочий фонд времени сборочного места в ч в течение планируемого периода.
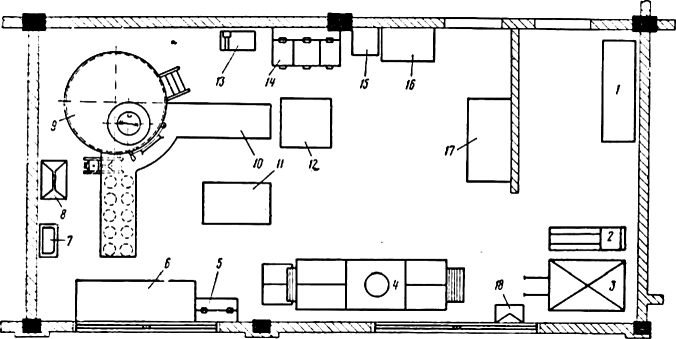
Рис. 261. План кальцезаливочного отделения:
1 — стол для подшипников, поступающих в перезаливку; 2 — станок для отделения старого баббита от корпуса; 3 — печь для подогрева старой заливки перед выбивкой; 4 — моечная машина для корпусов подшипников; 5 — ящик для хранения баббита; 6 — стол для сборки форм; 7 — умывальник; 8 — стол для собранных форм, ожидающих загрузки в печь; 9 — электропечь для плавки баббита и подогрева заформованных корпусов; 10 — стол для залитых форм, выгруженных из печи; 11 — стол для матриц; 12 — стол для залитых подшипников; 13 — весы для взвешивания шихты; 14 — ящик для хранения баббита; 15 — электрический твердомер; 16 — масляная ванна для подшипников; 17 — стеллаж для готовых подшипников; 18 — стол для выбивки баббита из пазов
Для технологической оснастки сборочных позиций может быть применено то же оборудование, что и для позиций поточной линии.
Площадь тележечного цеха определяется планировкой оборудования рабочих мест и складских площадок. Для укрупненных подсчетов нормами технологического проектирования рекомендуется принимать площадь на одно расчетное ремонтное место для тележек грузовых вагонов 120 и пассажирских 160 м2. Ширина пролета цеха принимается обычно 18 м.
Для перезаливки бывших в употреблении и заливки баббитом новых подшипников скольжения при тележечном цехе организуется кальцезаливочное отделение (рис. 261).
В отделении имеются помещения для приемки, очистки и осмотра поступающих для заливки подшипников и заливочный зал, в которых устанавливаются моечная машина или выварочная ванна для очистки подшипников от масла и грязи, печи для подогрева подшипников перед удалением старого баббита и перед заливкой, печь с тиглем для расплавления баббита, масляная ванна для подшипников, твердомер, шкафы для хранения баббита и подшипников, столы и верстаки. При стационарном методе сборки тележек потребное количество ремонтносборочных стойл при заданном выпуске тележек из ремонта определяется выражением
(58)
![]()
наличием на конвейере специальных постаментов для установки рамы тележки до посадки ее на колесные пары.