ГЛАВА VII
ТЕХНОЛОГИЯ РЕМОНТА РАМ ВАГОНОВ
Основные повреждения рам вагонов
Рамы вагонов, являющиеся основанием кузова, бывают с хребтовыми балками и без них. К последнему типу относятся главным образом рамы некоторых видов изотермических и пассажирских вагонов.
На раму вагона действуют следующие основные нагрузки: вертикальные — статические и динамические, а также кососимметричные для нетележечных вагонов;
боковые — от центробежной силы и давления ветра;
продольные — ударные и тяговые.
От действия этих нагрузок появляются износ и различные повреждения в элементах рам вагонов, основными из которых являются трещины, изгибы поперечных и продольных балок в горизонтальной и вертикальной плоскостях, вертикальные прогибы в средней части или на консолях, различные виды пропеллерообразного скручивания, продавливание шкворневых балок в местах установки пятников.
В рамах двухосных вагонов часто появляются трещины в продольных швеллерах, особенно в местах соединения их с буферными брусьями и прикрепления рессорных кронштейнов; вмятины буферных брусьев; вывертывание продольных швеллеров во внешнюю сторону и некоторые другие дефекты. В местах, плохо защищенных краской, балки рам грузовых и пассажирских вагонов часто подвергаются коррозии, особенно в случаях, когда соляные растворы или кислоты вытекают из кузова вагона.
В консольной части хребтовых балок рамы наиболее характерным повреждением является износ вертикальных стенок швеллеров около передних и задних упорных угольников автосцепного устройства; износ и выпучины вертикальных стенок в местах расположения выступающих частей корпуса поглощающего аппарата и упорной плиты; отрыв вертикальных листов от верхнего корытообразного листа по сварному шву полувагонов; трещины в местах соединения со шкворневыми балками и буферными брусьями, а также в зоне расположения передних и задних упорных угольников; ослабление заклепок и износ упорных угольников.

Износ и повреждения хребтовых балок в консольной части рамы появляются в результате силовых взаимодействий между поглощающим аппаратом и вертикальными стенками хребтовой балки, которые обусловлены конструктивными недостатками узла соединения рамы вагона и автосцепного устройства, а также нарушениями технологии ремонта и технических условий при производстве ремонтных работ. Следовательно, наряду с совершенствованием конструкции отдельных узлов рамы вагона необходимо точно соблюдать технологию ремонтных работ.
2. Ремонт хребтовых, шкворневых и других балок рамы
Швеллеры хребтовых балок, имеющие несквозные протертости в местах расположения поглощающих аппаратов, ремонтируются электронаплавкой электродами типа ЭНХ25 диаметром 5 — 6 мм при сварочном токе 180—200 а с последующей обработкой наплавленного слоя заподлицо с основным металлом. При электронаплавке дается небольшой припуск около 1 мм на обработку, который снимается наждачным кругом. Небольшие участки сквозной протертости вертикальных стенок завариваются электродуговой сваркой с предварительным подогревом места заварки до 50 — 100°. Заварка производится электродами типа Э42 диаметром 5 — 6 мм при токе 180— 200 а.
После заварки на вертикальную стенку швеллера ставят коробчатые или плоские усиливающие накладки толщиной 8 — 10 мм. Накладка заготавливается такой длины, чтобы она заходила под все четыре ряда заклепок переднего и заднего упорных угольников. Разметка накладки для сверления отверстий производится по шаблону, так как расстояние между упорными угольниками стандартизовано. После подготовительных работ усиливающая накладка 1 и 2 (рис. 147) приклепывается к вертикальной стенке швеллера вместе с упорными угольниками и, кроме того, пятью заклепками с потайными головками. Заклепки располагаются в шахматном порядке потайными головками в сторону поглощающего аппарата.
Поперечные, косые, продольные трещины или изломы в продольных боковых, буферных, шкворневых, поперечных и хребтовых балках, а также в армировочных листах и других элементах рамы ремонтируются электродуговой сваркой с предварительной подготовкой и последующей постановкой усиливающих накладок.
Формы и размеры накладок, которыми производится усиление сварных мест, зависят от характера повреждения. Усиливающие накладки коробчатой формы и плоские (рис. 148, а) ставятся при заварке сквозных поперечных изломов или приварке новых частей балок; в тех же случаях для швеллеров № 20 и больше могут быть поставлены две угловые и одна плеская накладки (рис. 148, б); при заварке поперечных трещин в горизонтальной полке, переходящих на вертикальную стенку, ставятся коробчатые накладки (рис. 148, в); для швеллеров № 20 и больше в тех же случаях место сварки может быть усилено двумя угловыми накладками (рис. 148, г); при заварке поперечной трещины в горизонтальной полке балки место сварки усиливается угловой накладкой (рис. 148, д)); продольные трещины в вертикальной стенке балки после заварки усиливаются плоской накладкой (рис. 148, е); при заварке продольных трещин в армировочных листах ставятся отдельные усиливающие накладки (рис. 148, ж); обвязочные угольники после заварки поперечной трещины усиливаются угловой накладкой (рис. 148, з); при заварке трещин в полосовом материале ставятся плоские усиливающие накладки (рис. 148, и); после заварки поперечной трещины, излома или при соединении двух частей балок усиливающие коробчатые накладки ставят на заклепках (рис. 148, к).
Рис. 147. Швеллеры хребтовой балки, усиленные накладками между упорными угольниками
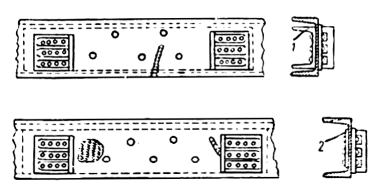
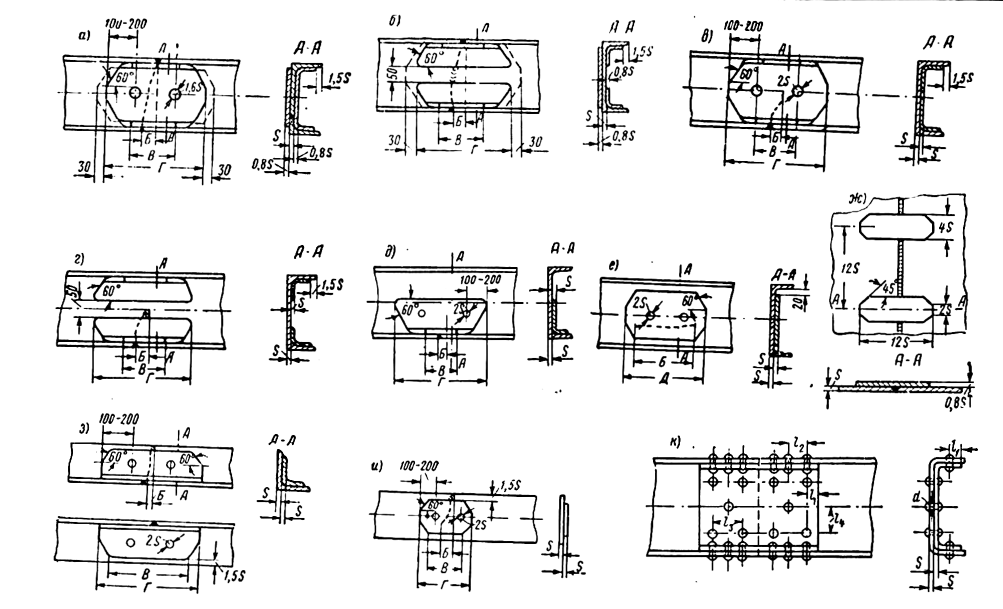
Рис. 148. Балки рамы, отремонтированные сваркой с постановкой усиливающих накладок различной формы и размеров
Металл усиливающих накладок, заплат, лент и новых частей, привариваемых взамен пришедших в негодность, должен иметь такую же марку, что и основной металл детали, а форма и толщина их должны соответствовать техническим условиям, утвержденным ЦВ МПС.
Размер В накладки по наружной продольной кромке определяется по эмпирической формуле
![]()
где Б — величина проекции трещины на горизонтальную ось (при сварке балок в стык Б — 0).
Наибольший продольный размер Г накладки при поперечных трещинах определяется по формуле Г = 400 + Б мм; наибольший продольный размер Д накладки при продольных трещинах в балке рассчитывается по формуле Д = 100 + Б мм; толщина накладки принимается в пределах (0,8 4- 1,0) S, где S — толщина стенки основной балки.
Размер накладок также зависит от необходимого числа заклепок. Диаметр заклепки определяется по эмпирической формуле
![]() (27) где F — площадь поперечного сечения балки в мм2;
(27) где F — площадь поперечного сечения балки в мм2;
п — число заклепок с каждой стороны стыка.
Расстояние 11 от кромки до крайнего ряда заклепок определяется по эмпирической формуле 11=1,5d-:-8S мм. Расстояние между заклепками в крайнем продольном ряду принимается в пределах 12 = 3 — 7 d, а расстояние между заклепками в средних рядах /3 — 64:14 d мм. Расстояние между рядами заклепок определяется по эмпирической формуле
![]()
Число заклепок должно быть таково, чтобы площадь их сечения с каждой стороны трещины была не меньше площади сечения накладки. Последние необходимо плотно пригонять по месту, что имеет большое значение для надежности всего заклепочного соединения. Неплотная пригонка накладки приводит к появлению в ней значительных первоначальных напряжений от усилий пригонки.
Заклепочное соединение не должно иметь свободного перемещения; передача нагрузок в нем должна идти не через соприкосновение заклепок со стенками заклепочного соединения, а через трущиеся поверхности накладок и стенок швеллера.
Перед постановкой усиливающих накладок по концам трещины сверлятся отверстия диаметром 8 — 10 мм, после чего производится V-образный скос кромок под угол 60—70°. Место сварки зачищается до металлического блеска, затем трещина заваривается, а с обратной стороны шов подрубается и подваривается узким швом. После этого швы зачищаются заподлицо с основным металлом балки и привариваются усиливающие накладки соответствующей формы и размеров с двумя просверленными отверстиями для электрозаклепок. Поставленная накладка предварительно прихватывается сваркой участками 30-50 мм через 150—200 мм. Затем накладываются швы обратноступенчатым способом. До начала заполнения следующего участка предыдущий заваривается полным числом слоев. При возможности наложения шва с обеих сторон рекомендуется разделывать трещину под X-образную форму с углом.
При заварке в нижнем положении трещин, выходящих на кромку балки, направление сварки должно быть от конца трещины к кромке. Трещины в вертикальной плоскости заваривают снизу вверх. По границам накладываемых швов не должно быть подрезов основного металла и наплыва на него наплавленного металла. Ремонтируемые сваркой элементы рамы должны быть освобождены от нагрузки, для чего под раму ставят домкрат.
Балки рамы или их части, имеющие коррозийные повреждения более чем на 30% поперечного сечения, заменяют новыми. При частичной замене поврежденный участок отрезается и вместо него наращивается новая часть. Место сращивания усиливается двумя накладками, так же как при ремонте излома балки (рис. 148, а). Коррозийные повреждения горизонтальных полок ремонтируются электронаплавкой или приваркой усиливающих планок.
Опорная поверхность 1 пятника (рис. 149, а) во время работы изнашивается, а во фланцах и ребрах 2 появляются трещины и отколы.
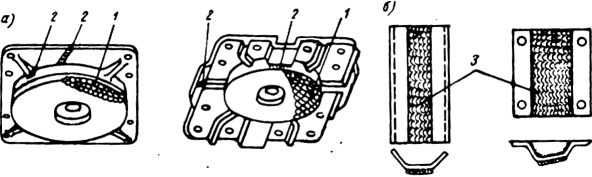
Рис. 149. Пятники и скользуны рам, отремонтированные сваркой
Опорная поверхность пятника, изношенная по глубине не более 10 мм у пассажирских и не более 7 мм у грузовых вагонов, ремонтируется электронаплавкой электродами типа ЭНХ25 с присадкой в обмазку ферромарганца. Наиболее целесообразно производить наплавку автоматом ПШ-5-Ж под слоем флюса электродной проволокой из стали марки Св-10Г2 диаметром 2 мм. Для выполнения наплавочных работ пятник снимается со шкворневой балки вагона и подается в сварочное отделение. Наплавленная поверхность пятника обрабатывается на токарном или вертикальнофрезерном станке. Трещины во фланцах и ребрах пятника завариваются электросваркой электродами типа Э42 с предварительной разделкой под сварку. Длина трещин в месте перехода от фланца к пяте не должна превышать в сумме 200 мм.
Изношенные поверхности 3 скользунов (рис. 149, б) наплавляются электродами типа ЭНХ25 при условии, что глубина выработки не превышает 5 мм, с последующей обработкой на строгальном станке.