Вагоны, поступающие на завод для ремонта, имеют различные износы и повреждения, а следовательно, и различный объем ремонтных работ. На отдельных вагонах объем ремонта значительно превышает таковой при ремонте вагонов с нормальным износом. Если такие вагоны без подготовки будут поставлены на ремонтные позиции поточных линий сборочного цеха, то в одном случае бригады рабочих, состав которых, как правило, остается постоянным, не выполнят в установленное время весь объем работ, предусмотренный на данной позиции, а в другом окажутся не загруженными работой. Это вызовет нарушение ритма потока или необходимость перемещения вагонов с одной позиции на другую с незаконченными работами, что также приведет к дезорганизации производственного процесса.
Поэтому вагоны, поступающие на поточные линии сборочного цеха, должны иметь примерно одинаковый объем ремонтных работ. Для этого вагоны, имеющие повреждения или износ, значительно превышающие среднюю трудоемкость ремонта, подвергаются предварительно так называемому уравнительному ремонту, при котором устраняются эти повреждения. Объем ремонта на вагоне как бы выравнивается до уровня среднего объема работ на остальных вагонах. Для выполнения такого ремонта организуются специальные позиции — называемые уравнительными, или цехи подготовки вагонов.
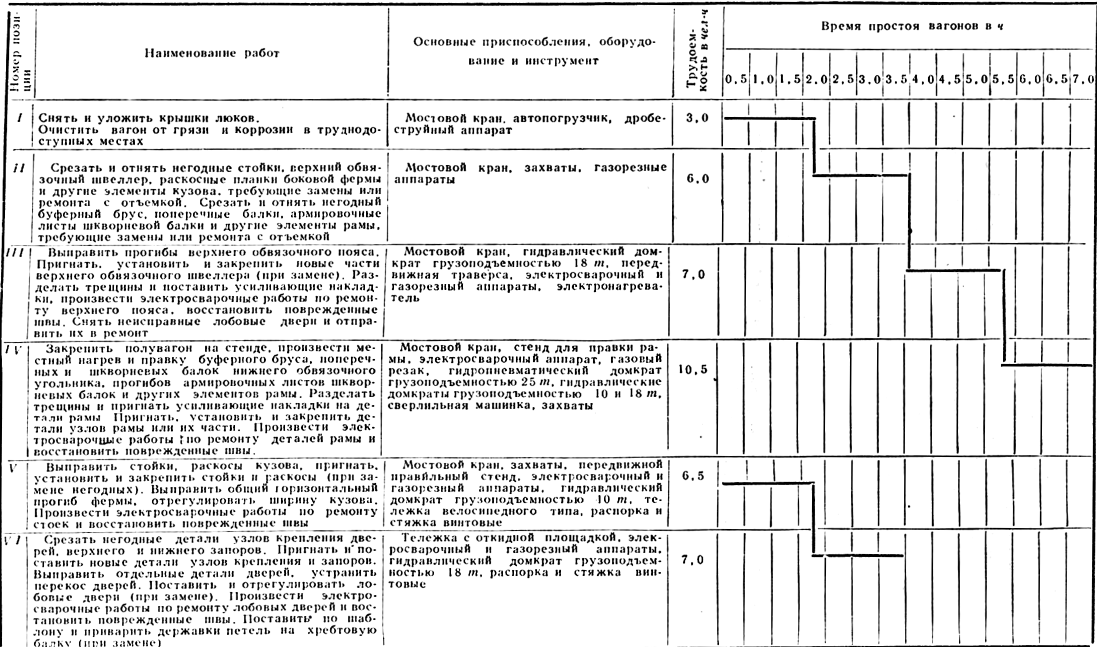
В этих цехах выполняются следующие основные работы: снятие крышек разгрузочных люков и лобовых дверей у полувагонов; правка погнутых рам и обрешетки кузовов, хребтовых, боковых и поперечных балок рамы, буферных брусьев, стоек, обвязочных угольников, раскосов и др.; отъемка поврежденных элементов или целых узлов рам и кузовов; пригонка к месту новых элементов или узлов и прихватка их электросваркой.
Примечание. Приемка выполненных работ работниками ОТК производится в процесс ремонта на каждой позиции.
Так как объем повреждений на вагонах бывает различным, целесообразно в цехе подготовки иметь два или три ремонтных пути, специализированных для вагонов с различным объемом и характером ремонтных работ, требующих различной продолжительности простоя па позициях. Такие цехи, организованные вначале как цехи для уравнительного ремонта или подготовки вагонов, на некоторых заводах в последующем превратились в цехи или участки для правки поврежденных элементов кузовов и рам. Ремонт вагонов в этих цехах организуется также по потоку, но в связи с тем, что продолжительность технологических операций по правке значительно отличается от других операций при ремонте вагонов, ритм потока здесь более замедленный, и поэтому поточные линии цеха правки и вагоносборочного цеха должны быть раздельными. В цехе правки полувагонов обычно организуется шесть позиций, на каждой из которых выполняется определенный объем работ (рис. 225).

Рис. 226. Схема закрепления рамы полувагона при правке:
1 — металлическая рама; 2 — скоба; 3 — пневмогидравлический домкрат для правки вертикальных прогибов; 4 — винтовая распорка; 5 — цепные затяжки; 6 — пневмогидравлический домкрат для правки горизонтальных прогибов;
7 — упорная стойка под домкрат
Для облегчения и ускорения производства работ по снятию с вагона негодных деталей или узлов и установке новых, а также транспортировки этих узлов и деталей цех правки оборудуется мостовыми кранами грузоподъемностью до 10 м. На ремонтных путях устанавливается конвейер для перемещения вагонов по ремонтным позициям.
Позиции цеха оснащаются кислородопроводом, электросиловой ‘проводкой, точками для подключения электросварочных аппаратов и электроинструмента, трубопроводом для сжатого воздуха с точками для подключения пневматического инструмента. Для удобства выполнения работ на верхней части кузова вагона ремонтные позиции оснащаются передвижными тележками, имеющими на разных уровнях откидные или подъемные площадки, на которых располагаются рабочие.
Для правки рам и кузовов вагонов с небольшим количеством прогибов применяются переносные пневмогидравлические домкраты, развивающие усилие до 20 т, различного рода винтовые и распорные струбцины, тумбочки и другие приспособления. В полу на этих позициях забетонированы металлические балки со скобами, выходящими на поверхность пола, и упорами, предназначенными для закрепления рам вагонов при правке их домкратами (рис. 226).
Позиции, предназначенные для ремонта вагонов с большим количеством прогибов элементов кузова, оборудуются универсальными стендами для правки в горизонтальном и вертикальном направлениях (рис. 227).
Стенд состоит из металлической рамы /, на которой смонтированы гидро- пневматические домкраты 2, которые могут быть подведены под любой узел кузова полувагона. Стенд может перемещаться вдоль ремонтной позиции и устанавливаться в необходимом месте.
Количество ремонтных мест в цехе подготовки или правки вагонов при заданной программе определяется по формуле
![]() (48)
(48)
где N — план выпуска вагонов из ремонта;
— простой вагона в цехе правки (в часах, сменах, днях);
Ф—фонд рабочего времени ремонтного места в планируемый период в часах, сменах, днях.
Если в цехе имеется два или больше путей, предназначенных для ремонта вагонов с различным простоем, необходимое количество ремонтных мест определяется для каждой группы вагонов.
Простой вагонов в цехе подготовки определяется на основе технологического графика ремонта.
Количество ремонтных позиций С на каждом пути при заданном ритме потока R определится из выражения
![]() (49) при этом Nср, где ∑C — сумма позиций па всех ремонтных путях цеха, а ∑Nср — общее количество ремонтных мест.
(49) при этом Nср, где ∑C — сумма позиций па всех ремонтных путях цеха, а ∑Nср — общее количество ремонтных мест.
Для сокращения времени простоя вагонов в ремонте и трудоемкости работ в ряде случаев целесообразно поврежденные узлы или элементы кузова или рамы отнимать и на их место ставить новые или заранее отремонтированные. Снятые узлы должны отправляться в ремонт и использоваться в дальнейшем как запасные детали.