Текущий ремонт цилиндрических подшипников делится на два вида: без переборки роликов и с переборкой их.
Ремонт без переборки роликов производится при замене наружных колец и при смене отдельных заклепок. Наружное кольцо подбирается так, чтобы радиальный зазор находился в установленных пределах.
Заклепки переклепываются на специальной плите с применением обжимки для формирования головок.
Ремонт с переборкой роликов производится в случаях необходимости замены роликов, внутренних колец или сепараторов. При этом ремонте полностью разбирается весь блок; измеряются дорожка качения внутреннего кольца и размеры роликов.
Диаметр и высота роликов измеряются на приборе 408м (рис. 99), имеющем миниметр с ценой деления 1 — 2 мк.
Ремонт сферических подшипников заключается в смене одного или нескольких элементов.
При комплектовании сферических подшипников нужно учитывать, что большая разность радиальных зазоров в одном ряду подшипника существенно влияет на долговечность и является следствием равномерности диаметров роликов. Поэтому при комплектовании должны подбираться ролики с наименьшей разномерностью.
Ролики сортируются по диаметру контакта и наибольшему диаметру. Диаметр контакта измеряется на расстоянии половины длины ролика минус 1 — 2 мм (при измерении от малого торца). Наибольший диаметр ролика находится ближе к большему торцу, а расстояние наибольшего диаметра от большего торца указывается на чертеже ролика.
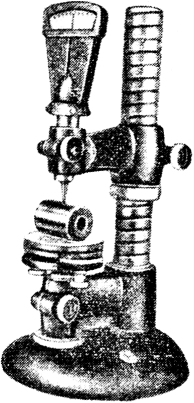
Рис. 99. Прибор 408м для измерения цилиндрических роликов
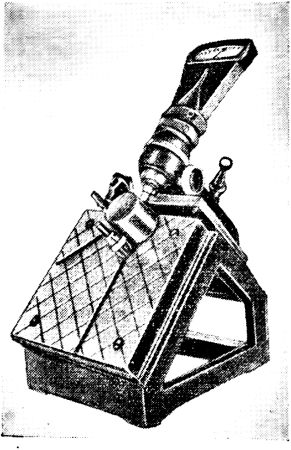
Рис. 100. Прибор 264 для измерения сферических роликов
Сферические ролики измеряются на приборе 264 (рис. 100). Для сортировки пользуются двумя миниметрами. Один из них настраивается для измерения диаметра контакта, другой—для измерения наибольшего диаметра.
Опытная переборка подшипников показала, что если допуск при сортировке по каждому из двух диаметров роликов составляет в комплекте 5 мк, то разность радиальных зазоров в одном ряду подшипника при четырех измерениях не превышает 10 мк. Из таблиц и кривых распределения величин разности радиальных зазоров в одном ряду двух групп подшипников после их ремонта (рис. 101) следует, что при увеличении сортировочного допуска по одному из диаметров (наибольшему, обозначенному через dр) с 5 до 20 мк среднее значение разности радиальных зазоров увеличивается с 4,6 до 14 мк, т. е. примерно в три раза. Смысл двойной сортировки роликов (по двум диаметрам) заключается еще в том, что при этом достигается минимально возможная разность радиусов образующих роликов в одном ряду подшипника, что способствует повышению долговечности подшипника.
При подборе наружного кольца сферического подшипника важно обеспечить заданный радиальный зазор. Для подбора наружного кольца по заданному радиальному зазору пользуются прибором 064 (рис. 102).
Отремонтированные подшипники проверяются по радиальному зазору и легкости вращения, а цилиндрические подшипники, кроме того, по качеству клепки. На внутреннем кольце отремонтированного и проверенного подшипника после номера электрографом или кислотой у сферических подшипников ставится буква Р, а у цилиндрических — P1 или Р2 в зависимости от вида ремонта. Кроме этого, ставятся дата ремонта (месяц римскими цифрами и две последние цифры года) и условный номер ремонтного предприятия. В случае замены наружного кольца номер, имеющийся на подбираемом кольце, зачеркивается и наносится номер внутреннего кольца отремонтированного подшипника.
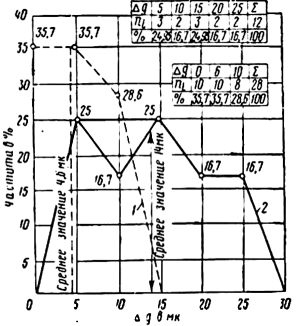
Рис. 101. Графики и таблицы распределения разности радиальных зазоров (Δg) сферических роликовых подшипников ЦКБ-529:
1 — сортировка роликов по диаметрам dp и в пределах 5 мк; 2 — сортировка роли· ков по наибольшему диаметру dp в пределах 20 мк и по диаметру контакта dK в пределах 5 мк
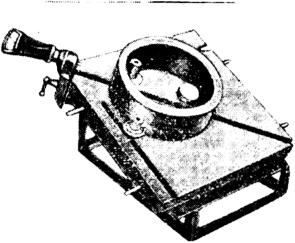
Рис. 102. Прибор 061 для подбора наружного кольца сферического подшипника по заданному радиальному зазору