ГЛАВА V
ТЕХНОЛОГИЯ РЕМОНТА ДЕТАЛЕЙ РЕССОРНОГО ПОДВЕШИВАНИЯ
Рессоры и пружины являются ответственными деталями рессорного подвешивания вагонов. Они служат для смягчения ударов и толчков, воспринимаемых вагоном вследствие неровностей пути, неисправностей колесных пар, инерционных усилий при торможении и при прохождении кривых участков пути.
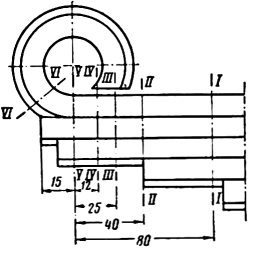
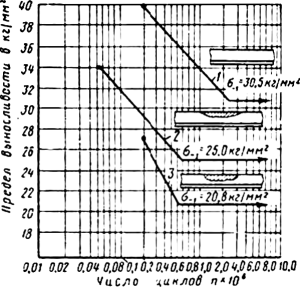
Рис. 103. Места часто встречающихся изломов ушков рессор
Рис. 104. Диаграмма предела выносливости рессорной стали марки 55С2 при различных видах повреждаемости:
1 — для образцов без вмятин; 2 — для образцов с плавными вмятинами; 3 — для образцов с острыми вмятинами
При эксплуатации вагонов рессоры и пружины получают различные повреждения. Трещины и изломы рессорных листов и пружин происходят главным образом вследствие нарушений технологического процесса термической обработки при их изготовлении и ремонте, а также в результате воздействия чрезмерных вертикальных и горизонтальных динамических усилий.
Нарушение режима термической обработки рессор и пружин снижает предел прочности и пропорциональный ему предел выносливости стали. На снижение предела выносливости большое влияние оказывает также поверхностное обезуглероживание рессорных листов и пружин при их длительном и многократном нагреве до высоких температур.
Изломы ушков коренных листов рессор часто вызываются нарушениями температурного режима нагрева перед завивкой или гибкой и закалкой (перегрев металла или слишком твердая закалка; резкое охлаждение ушков после завивки, приводящая к местному изменению структуры металла и т. п.), а также от резкого торможения при спуске вагонов с сортировочной горки. Ушки чаще всего отламываются в наиболее напряженных местах перехода прямой части в завиток (рис. 103) в сечениях III—III, IV—IV, V—V и VI—VI, а иногда и в сечениях I-I и II—II.
Гибка и правка рессорных листов с нанесением ударов молотком, особенно после закалки и отпуска, вредно отражается на прочности рессорной стали и вызывает в местах удара вмятины, которые являются концентраторами напряжений и по исследованиям И. Г. Соколова 1 значительно снижают предел выносливости рессорной стали (рис. 104). Часто рессоры выходят из строя из-за сдвига рессорных листов или хомута. Этот дефект образуется от недостаточного обжатия хомута при сборке рессоры и приводит к перемещению листов и срезанию заклепки.
Большое влияние на повреждаемость рессор и пружин оказывают также такие факторы, как различная жесткость рессор или пружин на одном вагоне, большая разница в диаметрах колес и другие нарушения при ремонте вагонов и их частей.
На вагоноремонтных заводах изготовление и ремонт рессор производятся поточным методом. Точное соблюдение технологических процессов изготовления и ремонта рессор и пружин является главным условием надежной работы их в эксплуатации.
1. Подготовка рессор и пружин к ремонту
Рессоры и пружины, подлежащие ремонту, обмываются в моечной машине 3 — 5%-ным раствором каустической соды или других растворителей, подогретым до температуры 80—90°, а затем горячей водой, после чего тщательно осматриваются и сортируются по группам ремонта.

Рис. 105. Положение рессоры при разборке на гидравлическом прессе системы Уварова: 1 — станина: 2 — углубление для хомута: 3 — брусок, 4 — наконечник; 5 — поршень; 6 — цилиндр
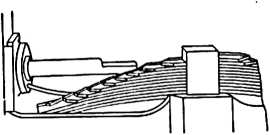
Рис. 106. Положение рессоры при разборке на гидравлическом прессе Митюхляева
Для снятия хомута рессоры подаются к прессу. Наиболее распространенными в рессорных цехах заводов являются гидравлические прессы системы Уварова и Митюхляева.
Для разборки на прессе Уварова рессора укладывается хомутом в углубление 2 (рис. 105). При пуске пресса поршень двигается влево и выжимает один-два нижних листа, срезая при этом заклепку, скрепляющую листы. За второй ход поршень выталкивает следующие два листа, полностью освобождая хомут. Пресс приводится в работу насосом высокого давления. Разборка рессоры на прессе Митюхляева производится аналогично (рис. 106).