Рессорно-пружинный цех предназначен для ремонта и изготовления рессор и пружин на программу заводского ремонта вагонов и для поставки другим заводам по плану кооперирования, а также для железных дорог.
Этот цех обычно располагается вблизи тележечного или вагоносборочного цехов, чтобы транспортировка рессор и пружин осуществлялась по кратчайшему пути. Производство рессорно-пружинного цеха, выпускающего массовую продукцию, относится к крупносерийному.
Для выполнения работ по изготовлению рессор и пружин и их ремонту в цехе организуются производственные участки: заготовительный, ремонта и изготовления листовых рессор, ремонта и изготовления пружин.
На заготовительном участке производятся: резка полосовой и прутковой стали по размерам заготовок для рессор и пружин; обрезка (штамповка) концов рессорных листов по трапеции: оттяжка концов у прутков для пружин; сверловка рессорных листов под заклепку; обрезка старых рессорных листов на меньшие размеры.
На участке ремонта и изготовления листовых рессор производятся очистка и разборка листовых рессор, поступающих для ремонта, осмотр и отбраковка рессорных листов, отжиг старых листов, гибка рессорных листов и их термическая обработка, сборка листов в комплектные рессоры, насадка и обжимка хомутов, испытание, окраска и сдача рессор.
При ремонте эллиптических рессор пассажирских вагонов, помимо указанного. ведется клепка и сборка наконечников.
При изготовлении рессор в соответствии с требованиями ГОСТ 1425 — 53 рессорные листы после термической обработки наклепываются дробью.
На участке ремонта и изготовления пружин производятся при изготовлении нагрев прутков и завивка новых пружин, термообработка их, испытание и окраска, а при ремонте — нагрев, правка витков для увеличения высоты (стрелы) пружин до требуемых размеров, термообработка и испытание. Пружины также наклепываются дробью.
Перечень и краткая характеристика основного оборудования рессорнопружинного цеха приведены в табл. 55.
Таблица 55
Краткая характеристика основного оборудования рессорно-пружинного цеха
Наименование оборудования | Краткая характеристика | Габаритные размеры в м. |
Пресс-ножницы для резки рессорной | Давление пресса 150 т | 1,9X1,0 |
Сверлильный станок для сверления рессорных листов | Диаметр сверления до 18 мм | 1,1X0,7 |
Станок для завивки ушков у коренных листов подвесных рессор | Пневматический с механическим приводом | 1,5X1,0 |
Пресс для снятия хомутов и разборки рессор | Гидравлическим | 1,6X0,7 |
Насос к прессу для снятия хомутов и разборки рессор | Гидравлический давлением 425 ат | 1,0X0,7 |
Пресс для обжимки хомутов | Гидравлический | 2,0X1,0 |
Насос к прессу для обжимки хомутов | Давление 425 ат | 1,0X0,7 |
Гибочно-закалочный станок с закалочной ванной | Наибольшая длина изгибаемых рессорных листов 2 100 мм. | 3,3x2,6 |
Пресс для сжатия комплектов рессор при насадке хомутов | Конструкция Калининского вагоностроительного завода | 1,5X1,0 |
Пресс для испытания рессор | Длина стола 2 900 мм: вылет 550 мм; допускаемая статическая нагрузка 15 т; ход поршня 400 мм; мощность электродвигателя для динамического испытания 25 кВт | 2,5X3,5 |
Ванна для закалки рессорных листов | Металлическая, сварная, емкостью 4 м3 | 1,2x2,0 |
Плита для пригонки рессорных листов | Чугунная, строганая | 1,2X0,9 |
Стол для сборки рессор | Металлический | 1,1X0,7 |
Ванна для окраски рессор | Металлическая, сварная | 1,5Х 1,0 |
Камера для сушки окрашенных рессор | Терморадиационная, конвейерная | 4,0X1,7 |
Агрегат для наклепа дробью рессорных листов | Конструкции Оргтрансмаша и Люблинского литейно-механического завода МПС | 2,0Х4,0 |
Пресс для смазки листов без разборки рессоры | Гидравлический |
|
Пресс-ножницы для резки пружинной стали | Давление 150 т | 1.5X1,0 |
Вальцы для оттяжки концов у заготовок для пружин | Диаметр валков 150 мм. Длина валков 600 мм | 2,0Х 1,6 |
Станок для навивки пружин | Диаметр завиваемой стали от 10 до 40 мм | 3,7x1,5 |
Станок для калибровки пружин | Конструкции Бакинского ВРЗ | 1,0x1,5 |
Ванна для закалки пружин | Металлическая, сварная | 2,0X1,5 |
Плита для разводки витков пружин | Чугунная, строганая | 1,0X1,0 |
Наждачный станок для заточки концов пружин |
| 1,0X1,0 |
Пресс для испытания пружин | Давление 10 т | 1.5X1,0 |
Агрегат для наклепа дробью пружин | Конструкции Люблинского литейномеханического завода МПС |
|
Ванна для окраски пружин | Металлическая, сварная | 1,8X1,5 |
Электротельфер для загрузки пружин в ванну для окраски (в корзине) | Грузоподъемность 0,5 т |
|
Камера для сушки окрашенных пружин | Конвективная | 4,0X1,8 |
Для выполнения немассовых работ по ремонту и изготовлению специальных нетиповых рессор в цехе необходимо иметь плиту и закалочную ванну.
Кроме указанного типового оборудования, в рессорно-пружинных цехах применяются также нестандартное оборудование и приспособления: пневматические прессы для сборки секции эллиптических рессор и постановки средней заклепки; пневматические прессы для клепки наконечников эллиптических рессор (рис. 275); гидравлические прессы с тележкой для срезки заклепок наконечников эллиптических рессор (рис. 276); прессы для тарировки пружин тележек пассажирских вагонов, на которых подбираются пружины по группам в соответствии с допусками по высоте.
Таблица 56
Основные характеристики печей рессорно-пружинного цеха
Типы печей | Назначение печей | Площадь пода в м | Габаритные размеры печи в мм |
Производительность в кг/ч | Средний расход жидкого топлива в кг/ч | ||
Длина | Ширина | Высота | |||||
Двухкамерная | Для нагрева рессорных листов при термообработке | 1,76 | 2810 | 1 520 | 2 000 | 1 000 | До 150 |
Конвейерная или с шагающими балками | То же........................... | 4,50 | 8 500 | 3 500 | 4 190 | 1 400 | > 200 |
Щелевая | Для нагрева прутков перед оттяжкой концов пружин ....... | 0,74 | 1 700 | 1 600 | 1 800 | 350—400 | 40—50 |
Однокамерная | Для нагрева заготовок при навивке пружин . . . | 3.90 | 3 500 | 1 800 | 2 000 | 550 | 70 |
» | Для нагрева рессорных хомутов .............................. | 0,53 | 1900 | 1 700 | 1 700 | 130-150 | 40—50 |
» | Для нагрева рессорных листов при термообработке (электропечь типа ОКЬ-114 треста Электропечь) . . . | 0,80 | 1 960 | 1 280 | 2 007 | 100 | Мощность |
Конвейерная | Для отпуска пружин (конструкции | 1,32 | 4 000 | 1 700 | 2 000 | 850 | 30 |
В качестве нагревательных устройств в рессорно-пружинных цехах применяются следующие печи (табл. 56): щелевые— для нагрева коренных листов при загибке ушков, обрезке рессорных листов по трапеции и оттяжке концов заготовок пружин;
камерные или полуметодические — для нагрева хомутов перед насадкой на рессоры;
конвейерные — для нагрева листов под гибку и закалку; конвейерные — для отпуска рессорных листов и пружин; камерные — для нагрева пружин;
печи с выдвижным подом —для отжига старых рессорных листов и пружин; электрические — для нагрева рессорных листов перед закалкой с автоматическим регулированием температуры электронными потенциометрами.
Количество и тин печей выбираются в зависимости от объема производства (массовое, серийное или индивидуальное), а также от рода топлива и необходимой производительности.
Необходимое количество оборудования для рессорно-пружинного цеха подсчитывается исходя из производственной программы цеха и производительности оборудования (табл. 57).
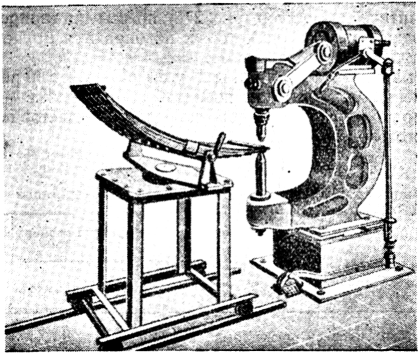
Рис. 275. Пресс для клепки наконечников эллиптических рессор

Рис. 276. Пресс для срезки заклепок наконечников эллиптических рессор
Расположение цеха и планировка оборудования производятся с учетом того, что ремонт, а также изготовление рессор и пружин выполняются по самостоятельным технологическим процессам с использованием соответствующего оборудования и технологической оснастки. Поэтому для их изготовления и ремонта целесообразно предусматривать организацию двух самостоятельных поточных линий: одну для рессор, а другую для пружин с соответствующим расположением оборудования (рис. 277).
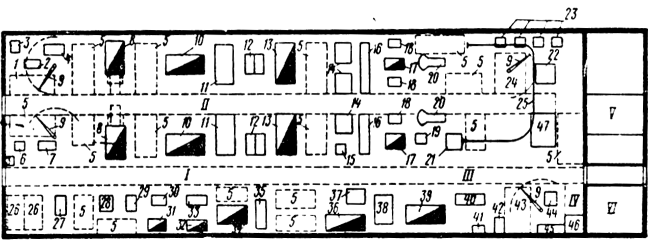
Рис. 277. План рессорно-пружинного цеха:
I— заготовительный участок; II— рессорный участок; III— пружинный участок; IV —складская площадка для пружин; V —бытовые помещения; VI —контора цеха; 1 — площадка для неисправных рессор; 2 — пресс для снятия хомутов; 3 — насосы к прессам; 4 — плита для разборки рессор; 5 — складская площадка; 6 — пресс для срезки заклепок эллиптических рессор; 7 — пресс для снятия хомутов эллиптических рессор; 8 — печи с выдвижным подом для отжига пружин и рессорных листов; 9 — поворотные краны; 10 — нагревательные печи; 11 — гибозакалочные станки; 12 — закалочные ванны; 13 — печи для отпуска; 14 — плиты для подгонки листов; 15 — пресс для определения твердости металла; 16 — стеллажи для рессорных листов; 17 — печи для нагрева рессорных хомутов; 18 — тиски для сборки комплектов рессорных листов; 19 — пресс для сборки секций эллиптических рессор; 20—пресс для обжатия рессорных хомутов; 21 — пресс для приклепки наконечников эллиптических рессор; 22 — пресс для испытания рессор; 23 — насосы к прессам; 24 — площадка для приемки рессор; 25 — монорельс с тельфером; 26 — стеллажи для рессорной и пружинной стали; 27 — пресс-ножницы; 28 — пресс для обрезки концов рессорных листов по трапеции; 29 — сверлильный станок; 30— станок для завивки ушков рессорных листов; 31 — щелевая печь для нагрева рессорных листов; 32 — печь для нагрева концов пружинной заготовки; 33 — вальцы для оттягивания концов пружинных заготовок; 34 — печь для нагрева заготовок пружин; 35 — станок для завивки пружин; 36 — нагревательная печь; 37 — станок для калибровки пружин; 38 — закалочная ванна; 39 — печь для отпуска пружин; 40— плита; 41-пресс для определения твердости пружин; 42 — станок для зачистки торцов пружин; 43 — приемочная площадка; 44 — пресс для испытания пружин; 45 — ванна для окраски пружин; 46 — камера для сушки пружин; 47 — камера для окраски и сушки рессор
Изготовление рессор и пружин организуется не на каждом вагоноремонтном заводе, а на нескольких, наиболее крупных, имеющих мощные рессорнопружинные цехи, которые снабжают в порядке кооперирования новыми рессорами и пружинами все остальные заводы; при этих условиях на остальных заводах создаются лишь отделения для ремонта рессор и пружин.
Таблица 57
Производительность основного оборудования рессорно-пружинного цеха
Наименование оборудования | Производительность оборудования в шт/ч |
Пресс для снятия хомутов.......................................................... | 20 |
» » обжатия хомутов......................................................... | 20 |
» » испытания рессор ...................................................... | 10 |
» » » пружин........... | 30 |
Гибочно-закалочный станок с закалочной ванной.......................... | 60 листов для подвесных рессор |
Станок для навивки пружин......................................................... | 50—75 наружных пружин тележек грузовых вагонов |
Вальцы для оттяжки концов заготовок пружин .............................. | 125 — 140 заготовок для наружных пружин тележек грузовых вагонов |