Наряду с фенопластами используются поливинилхлориды, полиамиды и др. Из фенопластов следует отметить текстолит, гетинакс, стеклотекстолит, древеснослоистые пластики, волокниты и стекловолокниты. Эти материалы наибольшее распространение получили у деталей электрооборудования. У фенопластов в качестве связующего используется фенолформальдегидная смола, а наполнителями являются стеклянное волокно, древесный шпон, бумага, ткань и т. д.
Из поливинилхлоридов изготовляют листовой винипласт, используемый благодаря стойкости к агрессивным средам для футеровки электролизных ванн до температуры 50° С, емкостей для кислотных и щелочных электролитов и др. Из полиамидов чаще других используется поликапроамид (капрон), который легко перерабатывается из гранул первичного и вторичного состояния путем отливки в формы.
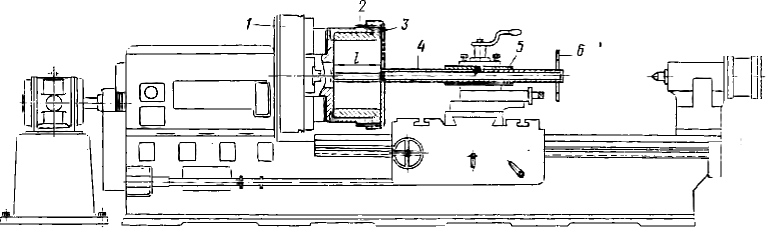
Рис.. 30. Приспособление для нанесения эластомера ГЭН—150(B) на кольца подшипников качения:
1 — патрон токарно-универсального станка; 2 — приспособление для крепления восстанавливаемого кольца; 3 — восстанавливаемое кольцо; 4 — дозирующая трубка; 5 —втулка; 6 — штифт
Из капрона изготовляют втулочные подшипники карданного вала привода вентилятора холодильника. При литье гранулы капрона расплавляют при температуре, на 20—40° С превышающей температуру плавления, и под давлением подают в форму. После выемки из формы в случае необходимости улучшения структуры подвергают термической обработке — кипячению деталей в воде.
Особо следует отметить применение эластомера ГЭН-150 (В), который используют для восстановления натягов, герметизации соединений, предупреждая появления коррозии и фреттинг-коррозии, склеивания металлов, а также как амортизирующее средство при динамических нагрузках. Эластомер ГЭН-150 (В) (ТУП-105-58) представляет собой продукт сочетания натурального каучука марки СКН-40 со смолой ВДУ, легко растворимый в ацетоне, бензоле, ацетате, бутилацетате и растворителе Р4. Для обеспечения хорошей адгезии поверхность, на которую наносят пленку, очищают и обезжиривают бензином «Галоша» или БР-2, а потом протирают ацетоном. Затем на поверхность обрабатываемой детали центробежным способом, напылением, окунанием или вручную кистью наносят слой эластомера толщиной от 0,005 до 0,1 мм.
Центробежным способом восстанавливают посадочные места на деталях, имеющих круглое сечение, например у внутренних колец подшипников качения. В этом случае для нанесения пленки используют токарные или приспособленные для этой цели станки со скоростью вращения шпинделя 1 000— 1 500 об/мин (рис. 30). Дозирующую трубку, заполненную эластомером на длине I, равной ширине кольца подшипника, устанавливают во втулке суппорта станка. При скорости вращения шпинделя 1 000—1 500 об/мин дозирующую трубку поворачивают вокруг продольной оси штифтом 6 на 180°, и эластомер, вытекая из дозатора, равномерно распределяется по всей ширине кольца подшипника. Процесс нанесения эластомера продолжается 3—4 мин.
Необходимый объем эластомера при заливке
U =Kπdlh,

Рис. 31. График изменения толщины пленки эластомера ГЭН—150 (В) наносимого вручную и центробежным способом, в зависимости от условной вязкости
где d — посадочный диаметр восстанавливаемой детали, см;
I — ширина кольца, см; h — толщина пленки, см;
к — коэффициент, зависящий от вязкости. При условной вязкости 20 коэффициент к равен 30—40, при 40 и 60 соответственно 15—20 и 7—10.
Толщину пленки в зависимости от количества нанесенных слоев и условной вязкости раствора можно определить по графику (рис. 31) при нанесении вручную и центробежным способом.
На посадочную поверхность наружного кольца подшипника эластомер наносят воздушным распылителем типа 0-45 или 0-37 при вращении шпинделя станка со скоростью 30 об/мин. Давление распыливания 3—4 кГ/см2.
После выдержки на воздухе в течение 20 мин кольца нагревают в сушильных шкафах при температуре 100—120° С в течение 1 ч.
При монтаже внутренних колец подшипников, восстановленных эластомером, поверхность вала перед посадкой смазывают 5-процентным раствором силиконового каучука в толуоле, 5-процентным раствором жидкости ГКЖ-94 в бензине или коллоидальным графитом, которые предохраняют от склеивания обе посадочные поверхности и дают возможность легко снять кольца при последующей разборке.
Восстановленные подшипники монтируют с такими же натягами, как новые. Для определения толщины непроводящих пленок употребляют толщиномер типа ТПО-1 Ленинградского завода.
При помощи эластомера ГЭН-150 (В) восстанавливают натяг у вкладышей коленчатого вала путем нанесения эластомера на затылочную часть слоем 0,02—0,03 мм. Разрешается восстанавливать торцовые натяги вкладышей при деповском ремонте путем приклейки пластин на оба торца вкладыша, если нанесение пленки толщиной 0,03 мм на затылочную часть оказалось недостаточным. Пластины, изготовленные по размеру торцов вкладышей, прижимают усилием 0,5—1 Т и оставляют на воздухе в течение 1 ч. После этого вкладыши помещают в печь и выдерживают еще час при температуре 135—145° С.
На пыление полимеров на детали. Стойкость различных деталей (поручней, дверных ручек и т. п.) против коррозии, а также хороший внешний вид можно получить путем полимерных покрытий, в частности поливинилбутиралем (ПВБ).
Используют в основном два механизированных способа нанесения покрытия на детали: с предварительным нагревом деталей и без подогрева деталей. При втором способе порошок поливинилбутираля во взвешенном состоянии наносят на поверхность деталей в камере, находящейся под воздействием электростатического поля. Из камеры по конвейеру детали подаются в печь для оплавления, после чего охлаждаются водой.
Ремонт деталей при помощи эпоксидных смол. Эпоксидные смолы представляют собой продукт конденсации эпихлоргидрина с дифенилолпропаном в присутствии едкой щелочи.
Существуют два способа заделки трещин. В первом случае места с трещинами очищают от загрязнений путем промывки и последующей зачистки. Во избежание дальнейшего распространения трещину засверливают по концам сверлом диаметром 3—5 мм в зависимости от толщины стенки и производят ыразделку ее под углом 90—120° при помощи шлифовального круга К4-16-24СТ диаметром 30 мм. Этим же кругом зачищают всю зону расположения трещины на величину 20—30 мм в каждую сторону от трещины.
После обезжиривания ацетоном на поверхность алюминиевых деталей, в частности блоков двигателей, наносится мастика, составленная из следующих компонентов: эпоксидная смола ЭД6 — 100 г, дибутилфталат (пластификатор) — 15 г, слюдяная пыль — 25 г, цемент — 35 г, алюминиевая пудра— 25 г, полиэтиленполиамин (отвердитель) — 10 г. Эпоксидную смолу перед приготовлением мастики разогревают до 60—80° С, а слюдяную пыль и алюминиевую пудру (наполнитель) тщательно перемешивают. Эпоксидную смолу отвешивают в горячем состоянии, в нее добавляют при перемешивании дибутилфталат и постепенно всыпают порошок-наполнитель. Полиэтиленполиамин действует как закрепитель, поэтому его вливают в смесь не раньше чем за 20 мин до нанесения мастики на трещину. Мастика наносится на пораженное место, подогретое до 70—80° С, металлической лопаткой до заполнения разделанного шва. Затвердение слоя происходит за 24—48 ч в зависимости от температуры помещения, которая должна быть не ниже 20° С. Можно применять мастику и другого состава. Так, для чугунных деталей в качестве наполнителя применяют железный порошок в количестве 160 г или графит — 43 г на 100 г эпоксидной смолы ЭД6. Пластификатор и отвердитель используются в той же пропорции. При втором способе усиление делают в местах расположения трещин следующим способом. На зачищенную и обезжиренную ацетоном поверхность с разделанной трещиной наносят слой эпоксидной смолы толщиной 1 мм. Затем накладывают заплату из стеклоткани (с размером ячеек 0,5—1 мм), выступающую на 15—20 мм по обе стороны от трещины, и уплотняют заплату роликом с насечкой на поверхности катания. Потом стеклоткань покрывают снова смолой и накладывают следующую заплату, которая перекрывает на 5—10 мм нижнюю заплату, и снова прикатывают роликом. Таким образом, укладывают 4—6 слоев общей толщиной 3—4 мм. Верхний слой стеклоткани покрывают для защиты от влаги той же смолой.