Установка насоса на двигатель. Проверка угла опережения. Насосы дизелей Д100 после ревизии без смены деталей при установке на свое место должны иметь те же самые прокладки, что и до снятия с двигателя.
Проверку установки насосов в таком случае не делают. Если устанавливается новый или отремонтированный с заменой плунжерной пары насос, проверяют угол опережения подачи топлива. Для этого бокс уют нижний коленчатый вал в положение, при котором нанесенные на ведущем диске градусы будут соответствовать цилиндру, где сменяются насосы. Так, например, цифра 344+1 соответствует первому цилиндру, 92±1 — второму цилиндру и т. д. при угле опережения 16°. На место топливного насоса устанавливают приспособление (см. рис. 105) и определяют при помощи индикатора 1 расстояние С между торцом Б корпуса приспособления и торцом А штока. Затем находят величину
к=с+д, где Д — постоянная величина приспособления, равная 48+0,01 мм. Для удобства определения размера с индикатором используют калиброванную пластинку 6 толщиной 1,5+0,03 мм. Зная К и В, величины которых выбиты на насосе, определяют толщину прокладки
П=В—К.
Прокладки выбирают с точностью до 0,02 мм. Приспособление ПР722 существует и в другом варианте, при котором оно не укрепляется болтами, а приставляется к корпусу толкателя 5.
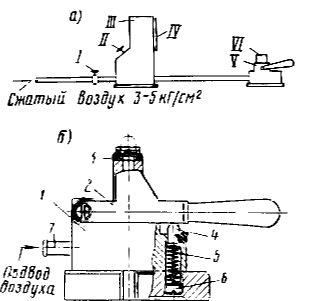
Рис. 121. Схема установки и стойка для проверки распылителей и сопловых наконечников при помощи длиномера (ротаметра):
а — схема установки; б — стойка для проверки соплового наконечника дизеля типа Д100; I— вентиль; II — винт стабилизатора; III — длиномер типа ДП; IV — шкала; V — стойка-зажим; VI — испытуемая деталь; 1 — корпус; 2 — прижим; 3 — резиновое кольцо; 4 — палец; 5 — пружина; 6 — пробка; 7 — штуцер
После установки топливного насоса проверяют ход рейки при крайнем нижнем положении плунжера, что соответствует делению 31 на ведущем диске для первого цилиндра, 139 у второго и т. д. Ход рейки должен быть легким.
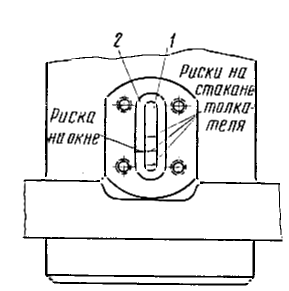
Момент подачи топлива у секции насоса у дизеля типа Д50, устанавливаемой на свое место, проверяют по меткам, нанесенным на валоповоротном диске коленчатого вала и корпусе привода масляного насоса, а также по риске на смотровом окне корпуса секции, с которой совмещают среднюю риску стакана толкателя (рис. 120). Регулируют болтом толкателя.
При замене топливного насоса целиком, а также отдельных секций проверку и регулирование начала подачи осуществляют по моментоскопу. На переднем конце горизонтального вала привода масляного насоса устанавливают и закрепляют градуированный диск, правильность установки которого проверяют по шестому цилиндру с применением регляжа (приспособления для определения верхней мертвой точки), как это было описано выше. На штуцер шестой секции топливного насоса монтируют моментоскоп.
При вращении коленчатого вала замечают начало движения мениска, что соответствует началу подачи топлива, а по градуированному диску 29+1,5° до верхней мертвой точки. Аналогичным порядком проверяют угол опережения у других цилиндров, на штуцера насосов которых устанавливают моментоскоп.
Максимальная подача топлива ограничивается упорами, устанавливаемыми на рейках первой и шестой секций.
Рис. 120. Схема регулирования опережения подачи топлива у секции топливного насоса двигателя типа Д50:
1 —· стакан толкателя; 2 —· окно секции
Проверка сопловых наконечников и распылителей при помощи длиномера.
Действие длиномера (ротаметра) основано на определении размеров при помощи воздуха. Воздух давлением 3—5 кГ/см2 по трубке (рис. 121, а) поступает во влагоотделитель и далее —в двухступенчатый стабилизатор давления. Затем воздух по стеклянной трубке и по рукаву подводится к объекту измерения.
При помощи длиномера проверяют степень увеличения распыливающих отверстий распылителей. Для этой цели необходимо иметь две эталонные пары. У дизелей типа Д50 должны быть распылители с диаметром распыливающих отверстий 0,35+° ·02 мм и О,4О+0·02 мм, а у двигателя 2Д100 сопла—0,56+° ·02 мм и 0,60+°·02 мм.
По этим распылителям и соплам градуируют шкалы длиномера. Годные к постановке распылители и сопла должны показать уровень поплавка между верхней и нижней отметками, установленный для эталонных распылителей.
Конструктивное оформление стойки для испытания сопла распылителя дизеля 2Д100 представлено на рис. 121, б.
Стойка имеет корпус 1, с которым шарнирно связан прижим 2; распылитель уплотняется с корпусом резиновым кольцом 3. Для отжима рукоятки служит пружина 5, вставленная между пальцем 4 и пробкой 6. Для присоединения· шланга к длиномеру предусмотрен штуцер 7. Для других двигателей стойка отличается размерами деталей.
Ремонт топливоподкачивающего насоса и проверка его производительности.
После разборки детали вспомогательного топливоподкачивающего насоса промывают, изнашиваемые — измеряют.
Если зазор между ведущей втулкой и корпусом более установленной нормы (0,03—0,09 мм), втулку хромируют. Осевой зазор регулируют прокладками между крышкой и корпусом до величины, находящейся в пределах 0,05— 0,14 мм. Корпус насоса, имеющий трещины, а также изношенный амортизатор муфты заменяют.
При сборке насоса с электродвигателем соосность регулируют прокладками под электродвигатель с доведением несоосности до величины не более 0,05 мм, а излома осей на радиусе 50 мм — не более 0,05 мм. Установленный насос и электродвигатель фиксируют на плите контрольными штифтами.
Собранный комплект проверяют в работе на стенде при трех режимах. В начале третьего режима проверяют герметичность при давлении 5 кГ/см2 в течение 2 мин. Производительность у насосов тепловозов ТЭЗ при давлении 3,5 кГ/см2, разрежении на всасывании не менее 100 мм рт. ст. и числе оборотов 1 350+10 в минуту должна быть не менее 27 л/мин.
Основные требования по охране труда.
Отделения топливной аппаратуры должны иметь два изолированных помещения. В одном из них размещают стенды, а во втором—верстаки и приборы для проверки. Оба помещения снабжают индивидуальными отсосами и общей вытяжной вентиляцией. Слесаря при работе с топливной аппаратурой должны пользоваться защитными пастами для рук.
Детали обмывают в моечных машинах и обдувают в камерах. Баки для топлива и керосина должны быть плотно закрыты.
Ввиду того что при проверке топливной аппаратуры температура помещения имеет большое значение, отделения по ремонту топливной аппаратуры- должны оборудоваться кондиционерами.