§ 24. ПРОЕКТИРОВАНИЕ ПРОИЗВОДСТВА ОТДЕЛЬНЫХ ПУТЕВЫХ РАБОТ
Если норму затраты труда на измеритель для какой-либо операции обозначим через d чел-мин, объем работ, подлежащих производству, через V, то затраты труда на данную операцию составят dV чел-мин, а с учетом поправочного коэффициента а (на отдых, переходы и пропуск поездов) затраты труда составят adV чел-мин.
В работе могут встретиться 2 варианта:
а) если данная операция требует определенного состава бригады а чел. (например, при рихтовке пути), то продолжительность выполнения работы в мин
![]()
б) если для производства работ состав бригады не имеет значения (например, при отрывке балласта из междупутья), назначен срок 1, то определяют нужное число рабочих (по ранее приведенной формуле) при выбранном значении t:
![]()
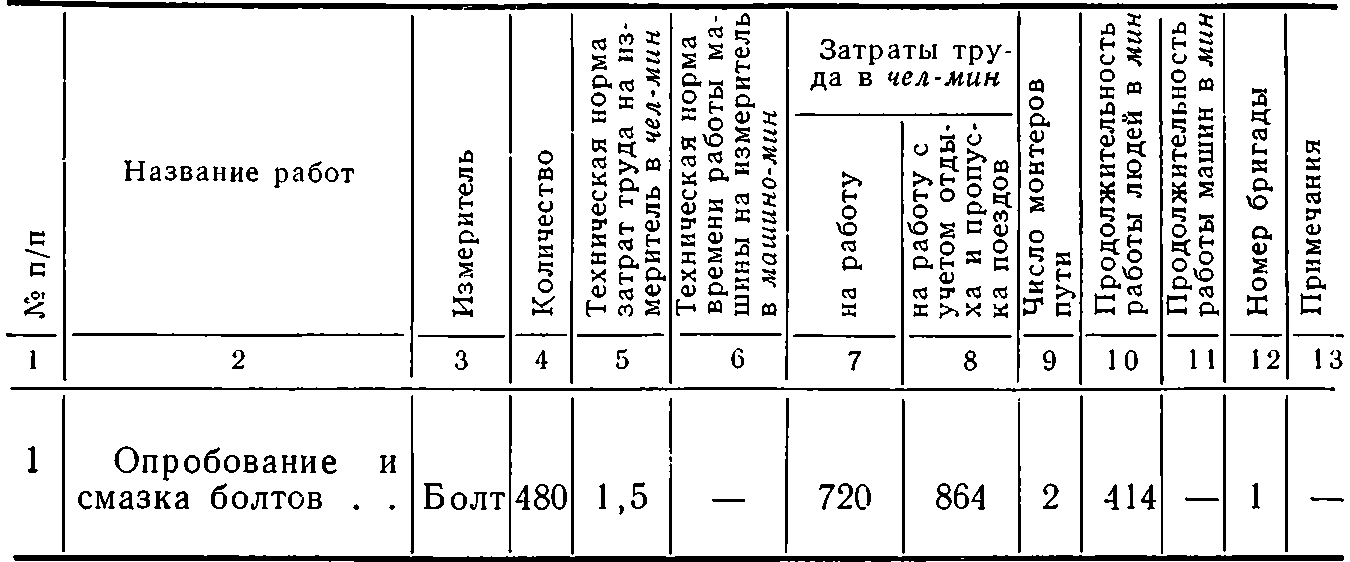
Рассмотрим пример: необходимо в течение дня опробовать и смазать болты на протяжении 1 км пути. Накладки шестидырные, длина звеньев 25 м. Поправочный коэффициент на отдых и пропуск поездов а = 1,20. Подсчет затраты труда ведем по форме, представленной в табл. 13.
При 40 звеньях на 1 км пути число болтов составит 40*2*6=480, а затраты труда 864 чел-мин. При продолжительности рабочего для 480 мин, эту работу выполнят 2 монтера пути (864 : 480—2).
В технологических процессах принято ход работ показывать на графике. На рис. 57 приведены две формы графика: а — горизонтальный и б — вертикальный. Обычно горизонтальный график используют в тех случаях, когда работы выполняют на одном месте (например, на базе, на стрелочном переводе и т. п.). В остальных случаях применяют вертикальный график, позволяющий видеть место производства работ в любое время.
В случае если работа состоит из нескольких операций, то предварительно необходимо установить ведущую операцию, т. е. ту, которая задает темп всей работе. При применении механизмов обычно ведущей является полностью механизированная операция.
Например, при выправке пути со сплошной подбивкой шпал ведущей операцией является подбивка, так как объем всей выправки пути определится тем числом шпал, которое сможет быть подбито за день при данном числе шпалоподбоек.
Пример. Рассмотрим составление технологического процесса на выправку пути после обкатки поездами при отделочных работах (капитальный ремонт пути). Перечень выполняемых операций и затраты труда указаны в табл. 14. Бригада имеет 8 электрических шпалоподбоек. Поправочный коэффициент а принят равным 1,20.

Рис. 57. Графики работ:
а —горизонтальный; б — вертикальный

* Указанные в графе 114 монтера пути и снимают, и устанавливают домкраты.
** Монтеры пути, подбивающие шпалы, перед обеденным перерывом перемещают электростанцию.
В рассматриваемой работе ведущей операцией является подбивка шпал; при заданной технической норме 5 чел-мин на шпалу восемью шпалоподбойками за восьмичасовой рабочий день при поправочном коэффициенте 1,2 можно подбить![]() = 640 шпал. Так как протяжение места работ обычно фиксируют числом звеньев, то принимаем 644 шпалы, что соответствует 14 звеньям длиной по 25 м при 46 шпалах на звено.
= 640 шпал. Так как протяжение места работ обычно фиксируют числом звеньев, то принимаем 644 шпалы, что соответствует 14 звеньям длиной по 25 м при 46 шпалах на звено.
Полученный объем работ записываем в таблицу. При длине фронта работ 25-14 = 350 м и длине кабеля 100 м понадобится одна перестановка электростанции.
Если расчет ведут на весь рабочий день, то, чтобы определить число работающих, подсчитанную величину затрат труда следует разделить на 480 мин. Полученное число округляют до целого и по последнему определяют продолжительность работ. В нашем примере исключение сделано для двух работ. 1. На установку домкратов и снятие их требовалось бы (1 171 + 269): : 480 = 3 монтера пути. Однако так как число работающих с домкратами должно быть четным (для одновременной работы на обеих рельсовых нитях), то принято 4 чел. Таблица показывает, что эти рабочие не загружены. 2. Электростанцию обычно перемещают перед обеденным перерывом. На эту работу выделено 8 чел.
График технологического процесса приведен на рис. 58 (нижняя линия соответствует первым двум операциям по табл. 14, средняя — третьей — пятой операциям, верхняя — седьмой).

Технологический отдел Проектно-технолого-конструкторского бюро (ПТКБ) Главного управления пути МПС по мере разработки выпускает сборники технически обоснованных норм на отдельные работы. Эти нормы составлены на базе широкого хронометрирования отдельных операций и на их основе разработаны типовые технологические процессы.
Во всех случаях, когда в работе имеется ведущая операция, определяющая темп выполнения всей работы, подсчет числа работающих на каждой операции и бригады в целом может быть значительно упрощен применением показателей относительной трудоемкости. Условимся называть показателем относительной трудоемкости какой-либо z-й операции отношение затраты труда на данную операцию к затрате труда dвед на ведущую операцию, т. е.

В графе 9 табл. 14 приведены показатели относительной трудоемкости отдельных работ. Если в бригаде 8 шпалоподбоек, то легко определить число работающих на каждой операции по формуле![]() Как видно из
Как видно из
табл. 14, достаточно определить только темп работы по ведущей операции, а состав бригады можно определить по показателям трудоемкости. Наличие предварительно подсчитанных показателей относительной трудоемкости значительно упрощает все расчеты технологических процессов.