Детали тележек в процессе эксплуатации изнашиваются и получают различные повреждения.
Тележки подвергаются постоянному надзору в эксплуатации на пунктах технического осмотра (ПТО), пунктах массовой погрузки и выгрузки, а также ремонту в вагонных депо при всех видах периодического ремонта вагонов, когда тележки выкатывают из-под вагонов, разбирают, осматривают и ремонтируют.
Для разборки поясных тележек необходимо: отъединить тормозные рычаги от тормозной тяги вагона; заклинить вторую тележку с обеих сторон и поднять один конец вагона; выкатить тележку, установить вагон на тумбы и убрать домкраты; у выкаченной тележки подклинить колесные пары деревянными клиньями с внутренней стороны; под поперечную связь подложить подкладки, выбить шплинты, отвернуть гайки колончатых, буксовых болтов и снять нижний пояс тележки; выбить буксовые и колончатые болты, снять последовательно верхние пояса, надрессорную балку, колонки, пружины и подпружинные подушки. После выполнения этих работ оставляют на месте колесные пары с надетыми на них буксами, средние пояса и поперечную связь на подкладках. Затем снимают средние пояса, разбирают буксы, тщательно осматривают и очищают колесные пары для определения необходимого ремонта. Разобранные детали тележки осматривают, очищают и направляют в ремонт пли заменяют новыми. Верхние и нижние пояса боковин тщательно осматривают через лупу, а средние после тщательной очистки пескоструйным аппаратом до металлического блеска в местах изгиба обязательно испытывают специальным дефектоскопом.
Дефектоскоп (рис. 130) состоит из обмотки, магнитного экрана, защитного кожуха и выключателя. Включается он непосредственно в сеть переменного тока напряжением 220 в.
Проверка средних поясов тележек производится в действующем магнитном поле сухим магнитным порошком, распыляемым на поверхности пояса в местах изгиба. Дефектоскоп сначала надевают на один из концов среднего пояса и, включив рубильник, перемещают в местах изгибов; затем такое же испытание производят с другого конца пояса. Во время перемещения с одного места на другое, а также при осмотре проверяемых мест дефектоскоп должен быть выключен. При наличии трещины под действием магнитного
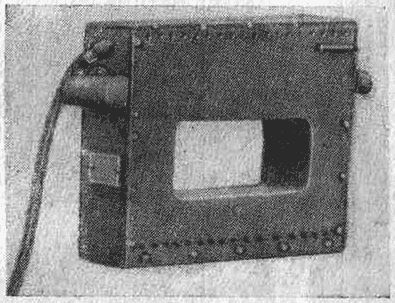
Рис. 130. Дефектоскоп для проверки поясов тележек грузовых вагонов
поля частицы порошка скопляются по ее краям. Пояса, имеющие трещины, бракуются и ремонту не подлежат.
О производстве испытания среднего пояса тележки дефектоскопом нужно нанести клейма, указывающие дату и номер вагонного депо, производившего испытание. Работники, допущенные к работе с дефектоскопом, должны быть испытаны в знании порядка испытания поясов.
После осмотра и ремонта всех частей тележку нужно собирать в обратном порядке: к поперечной связи, установленной на подкладках, подвести исправные колесные пары с буксами; подвести под поперечную связь средний пояс и уложить его на буксы; поставить колонки, подпружинные подушки, комплекты пружины, на которые положить надрессорную балку; установить верхние пояса, вставить колоночные и буксовые болты; подвести нижние пояса и затянуть сначала колоночные, а затем буксовые болты. После этого освобождают тележку от подкладок и укрепляют части тормозной рычажной передачи; производят окончательную проверку правильности сборки, расположения колесных пар и прочности крепления деталей тележки; смазывают подпятники и скользуны и подкатывают тележку под вагон.
После ремонта необходимо проверить: раму тележки по линейке и угольнику; расстояние между серединами просветов двух буксовых лап с каждой стороны тележки (они должны быть равны); расстояние между серединами буксовых лап одной оси и между буксовыми лапами по диагонали.
Просевшие или изломанные спиральные пружины нужно заменить новыми или отремонтированными, буксы очистить, выварить и отремонтировать.
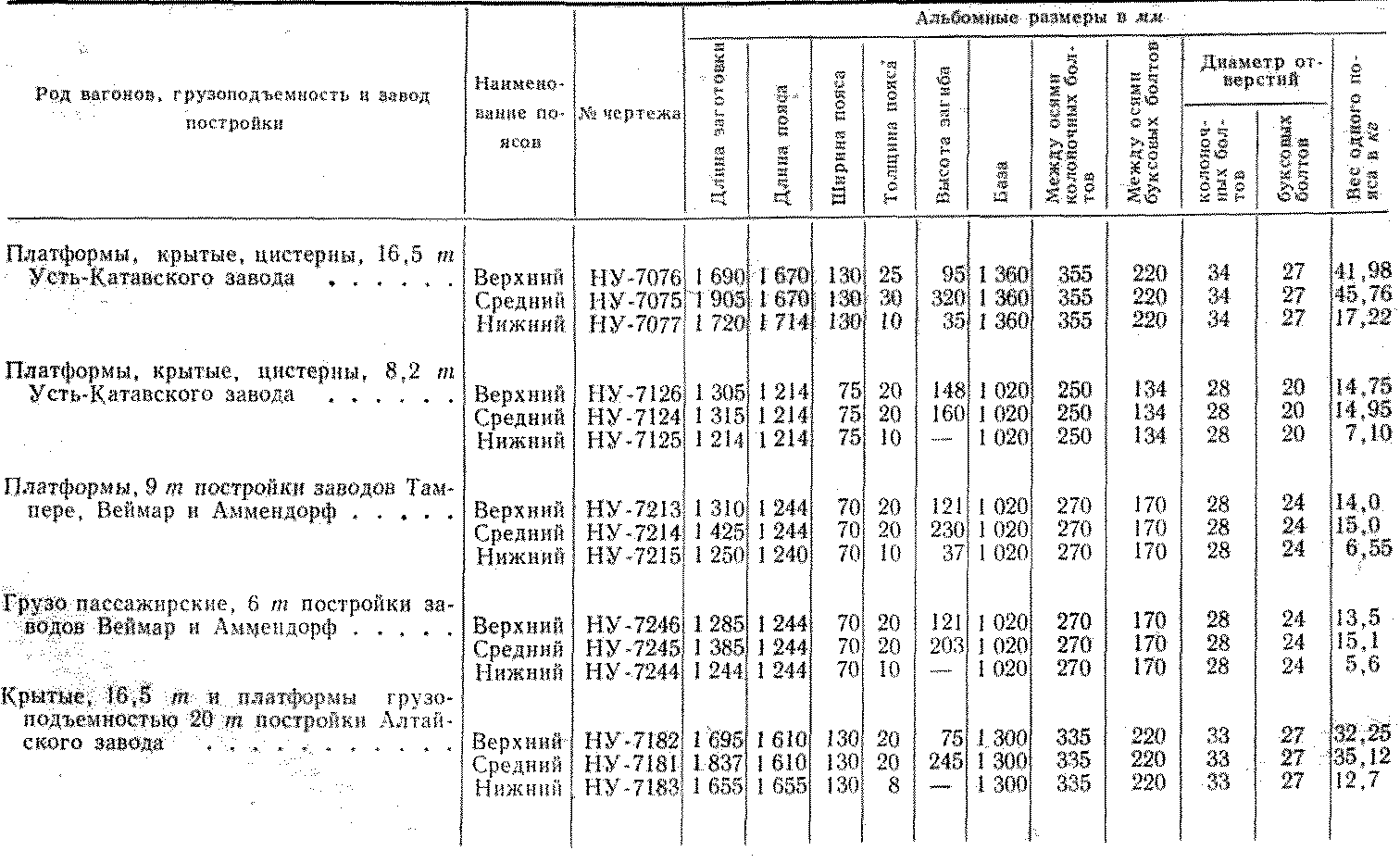
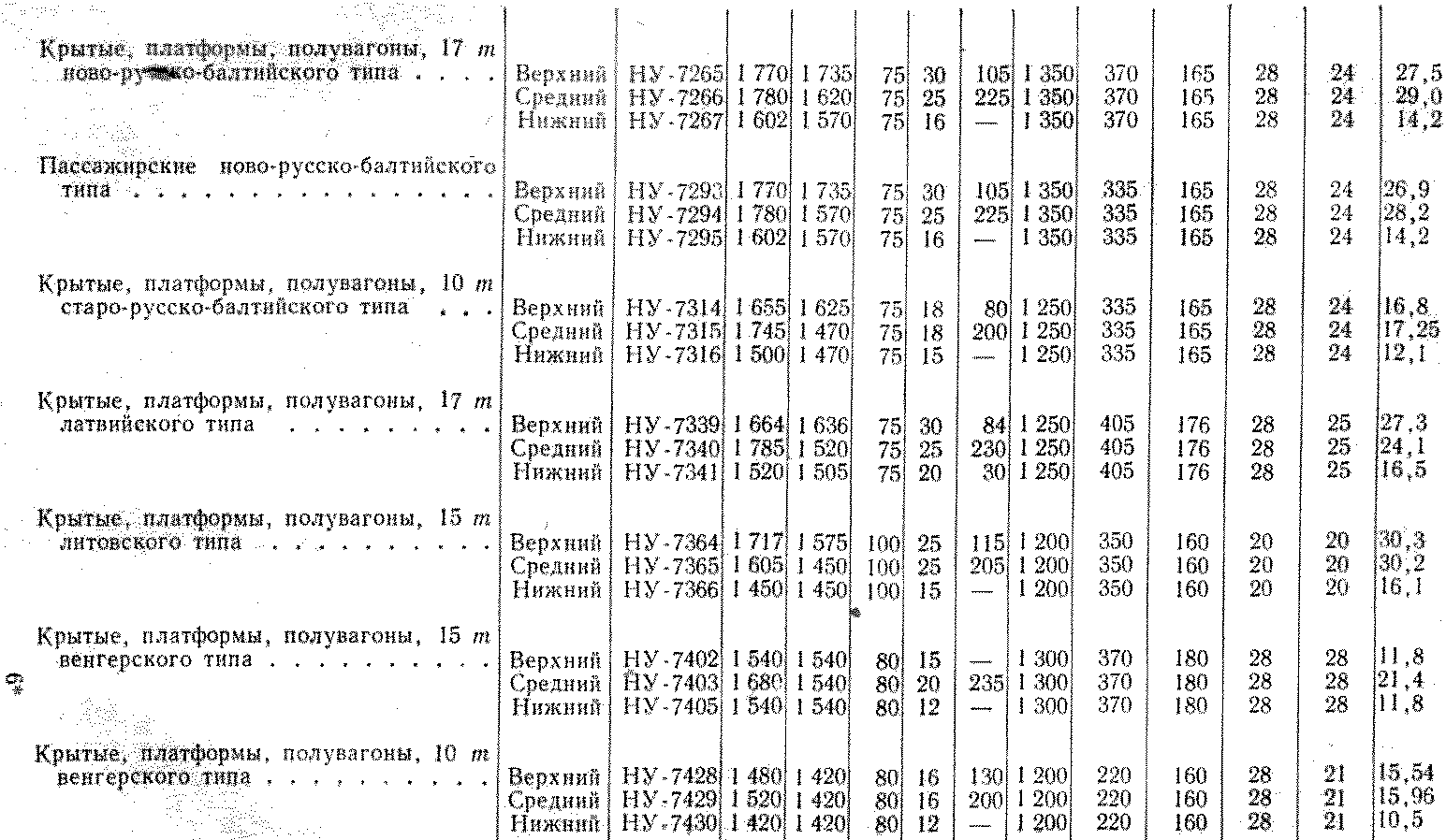
Ширина и толщина поясов тележек при плановом ремонте вагонов должны соответствовать размерам, указанным в табл. 25.
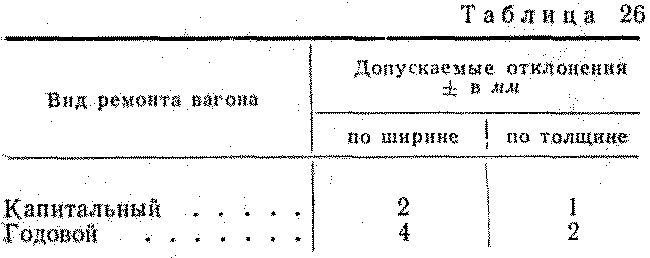
Отклонения от альбомных размеров по толщине и ширине при изготовлении и ремонте поясов тележек должны соответствовать размерам, указанным в табл. 26.
Пояса, имеющие трещины или размеры менее альбомных (см. табл. 26), заменяют новыми, так как заварка трещин и наплавка изношенных мест в поясах не допускаются.
Таблица 25
Запрещается постановка поясов, у которых места изгибов выполнены неправильно: неплавный переход, несоответствующий радиус кривизны и наличие поперечных ужимов металла. Правка поясов допускается только в горячем состоянии при равномерном нагреве их в печах по установленному технологическому процессу.
Примечание. В местах изгиба допускается уменьшение толщины пояса на 0,5 мм.
Разработка отверстий в поясах для буксовых и колоночных болтов не должна быть при капитальном ремонте более 2 мм, при годовом — более 3 мм. При большей разработке отверстий пояса должны быть отремонтированы запрессовкой втулок. Обварка втулок не допускается.
Болты, скрепляющие буксы и колонки, с неисправной резьбой заменяются. Допускается выработка стержня болта при капитальном ремонте не более 1,0 мм, при годовом — 2 мм по диаметру при условии, что в отверстиях для болтов в поясах не будет выработок более 1 мм. При всех видах ремонта колоночные и буксовые болты должны быть проверены дефектоскопом. При изготовлении и ремонте сваркой колоночные и буксовые болты подвергаются испытанию на разрыв на прессе усилием 16 кг/мм2.
Ремонт сваркой надрессорных балок и поперечных связей производится в соответствии с техническими условиями на производство сварочных работ при ремонте вагонов.
Пятники и подпятники очищают, осматривают, неисправные ремонтируют, а исправные смазывают густой смазкой с графитом. Допускается оставлять без исправления равномерный износ рабочих поверхностей подпятников при капитальном ремонте не более 3 мм, при годовом — не более 5 мм. Местные выработки и задиры пятников и подпятников должны быть зачищены. Пятники и подпятники нужно ставить на точеных болтах или заклепках.
Скользуны, имеющие трещины или износ более 4 мм, заменяются при капитальном ремонте новыми, при годовом — новыми или отремонтированными.
Разрешается оставлять ролики, имеющие овальность по диаметру: при капитальном ремонте не более 1 мм, при годовом — 2 мм. Без исправления оставлять ролики, у которых валики имеют износ не более 1 мм, но чтобы общий зазор между роликом и валиком был не более 2 мм.
Разработку отверстий в колонке для валиков подвески тормозного башмака до 2 мм разрешается оставлять без исправления; при разработке более 2 мм можно ставить втулки с толщиной стенки 3 мм и более. Втулка с торцов должна быть приварена. Вместо постановки втулок разрешается наплавка стенок отверстия дуговой сваркой на длине 40 мм. Валики и подвески нужно ставить только типовые согласно конструкции данной тележки. Допускается оставлять без замены валики с износом тела при годовом ремонте не более 1 мм.
Рессорный комплект должен соответствовать утвержденным чертежам и отвечать конструкции и грузоподъемности вагона.
Не допускается постановка в комплект пружин и рессор с разницей высоты более 3 мм и просадкой против альбомных размеров в свободном состоянии более 5 мм.
При сборке и подкатке под вагоны тележки должны иметь:
под вагоном одинаковую базу и конструкцию, соответствующие типу и грузоподъемности вагона;
исправные детали без износов, превышающих установленные допуски;
равные (или с разницей не более 5 мм) расстояния между центрами осей, вынесенные на верхние пояса и проверенные по длине и диагоналям тележки с одной и другой стороны;
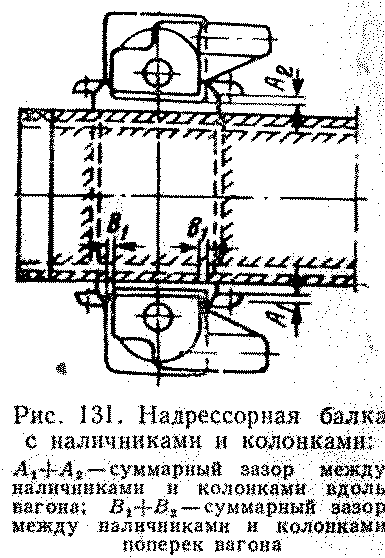
суммарный зазор между наличниками надрессорной балки и колонки при капитальном ремонте вдоль А1 + А3 (рис. 131) и поперек Β1 + В3 вагона не менее 3 мм и не более 8 мм, а при годовом ремонте — соответственно 3 и 12 мм;
зазор между боковыми скользунами или роликами в сумме с обеих сторон каждого конца вагона при всех видах ремонта не менее 8 мм и не более 12 мм. Для регулирования зазора между скользунами допускается постановка подкладок или прострожка скользуна не более 5 мм. Отсутствие зазоров между скользунами, расположенными по диагонали вагона, не допускается:
разность диаметров по кругу катания колесных пар под одной тележкой не более 10 мм, а у двух тележек — не более 20 мм;
высоту центров буферов вагона, проверенную шаблоном, от головки рельса до центра буфера не менее 550 мм и не более 685 мм;
разницу высоты центров буферов от головки рельса с разных концов вагона не более 15 мм.
Для регулировки высоты центров от головки рельса разрешается между шкворневой балкой рамы вагона и пятником ставить стальную прокладку толщиной не более 10 мм. Регулировка высоты центров постановкой прокладок между пятником и подпятником запрещается. Колончатые и буксовые болты тележек должны быть затянуты до отказа корончатыми гайками со шплинтами, концы которых нужно обязательно развести.