Глава Ш
КОЛЕСНЫЕ ПАРЫ
ОСНОВНЫЕ ДАННЫЕ
Колесные пары являются наиболее ответственными частями узкоколейного вагона. Каждая колесная пара состоит из двух колес, прочно насаженных на ось.
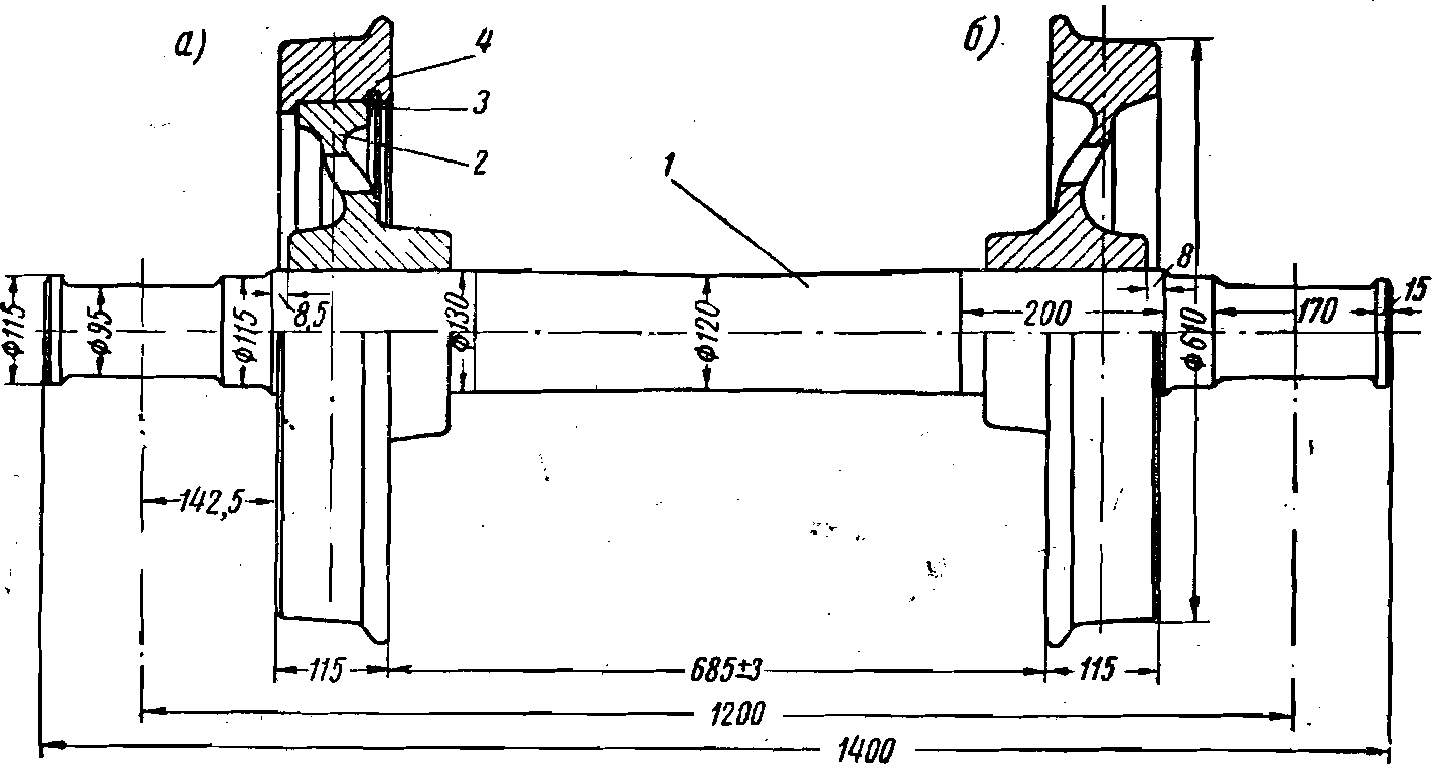
Рис. 42. Колесная пара с буртами на шейках оси:
а — сборное колесо со стальным или чугунным центром; б — цельнолитое колесо; 1 — ось; 2 — центр стальной литой; 3 — заводное кольцо; 4 — бандаж
Вагоны узкой колеи строились различной грузоподъемности, что увеличило разнотипность колесных пар существующего парка. В зависимости от назначения и грузоподъемности вагонов, а также конструкции тележек имеются колесные пары с буртами на шейках оси для букс открытого типа (рис. 42) и без буртов — для букс с роликовыми подшипниками (рис. 43).
Колесные пары для вагонов узкой колеи 750 мм изготовляются диаметром по кругу катания 450, 460, 500, 510, 520, 530, 550, 560, 580, 590, 600, 605, 610 и 650 aa. Они формируются со стальными цельнолитыми или бандажными колесами, а также со стальными дисковыми или спицевыми центрами.
Ширина бандажа или обода колеса колеблется от 90 до 115 мм. Расстояние между внутренними гранями бандажей или ободьев колес составляет 681, 681 и 690 м. Зазоры между гребнями бандажей и головками рельсов должны быть около 11 мм.

ОСИ
2. ОСИ
По механическим свойствам металл осей после термической обработки должен удовлетворять данным табл. 3.
Таблица 3

Основные части вагонной оси указаны на рис. 44.
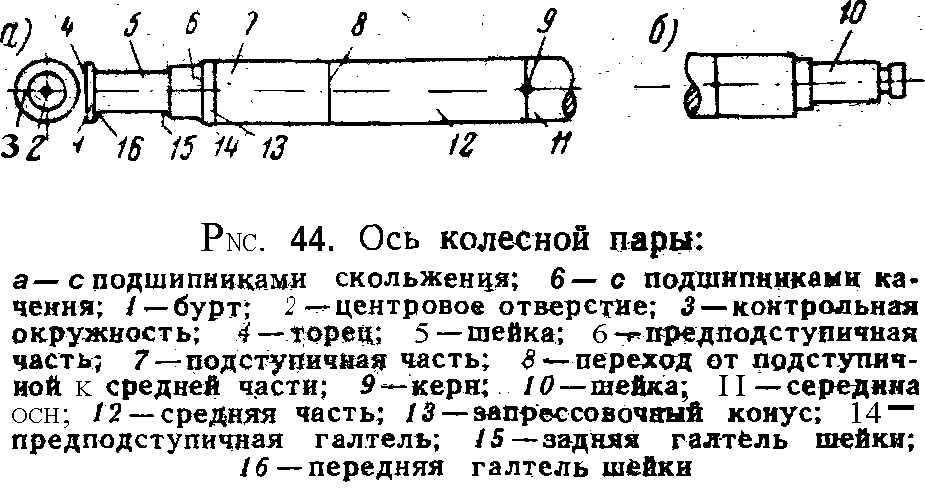

Рис. 45. Центровые отверстия
В осях для роликовых подшипников и колесных парах, подкатываемых под старотипные пассажирские вагоны, не имеющие подшипников, бурты не делаются. В торцах шеек высверливаются специальные отверстия, называемые центрами (рис. 45), которые служат для правильной установки оси в центрах токарных станков.
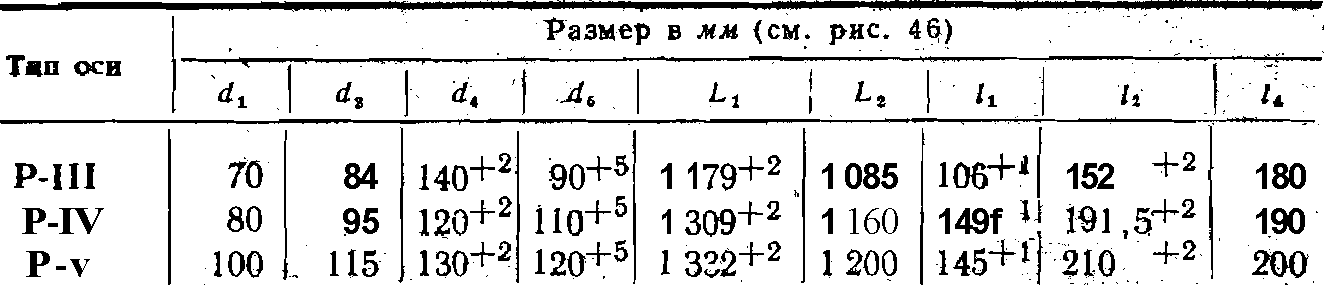
На каждом торце оси наносится контрольная риска в виде окружности диаметром 40 мм у старых колесных пар и 60 мм у новых и унифицированных. До 19,55 г, для формирования колесных пар узкой колеи 750 мм применялось 42 типа осей, с буртами 30 (рис. 46) и без буртов 12 (рис. 47).

Рис. 46. Ось с буртами

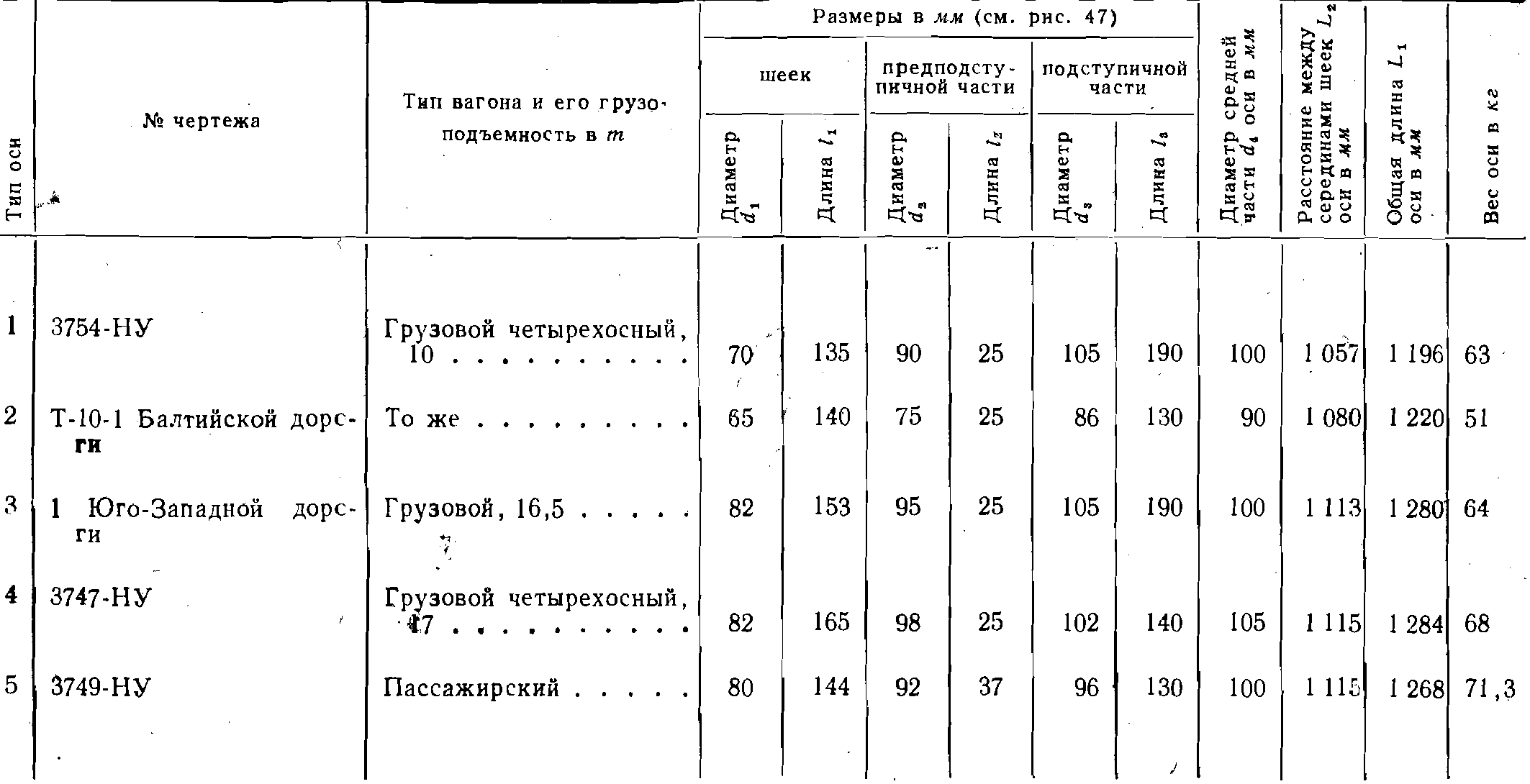
Рис. 47. Ось без буртов
Главным управлением вагонного хозяйства (ЦВ) МПС в результате произведенной унификации существующих типов колесных пар, работающих под вагонами узкой колеи 750 мм, разработаны чертежи унифицированных колесных пар и элементов, а также издан альбом. С 1955 г. изготовление новых колесных пар и элементов производится только по чертежам этого альбома.

Таблица 5
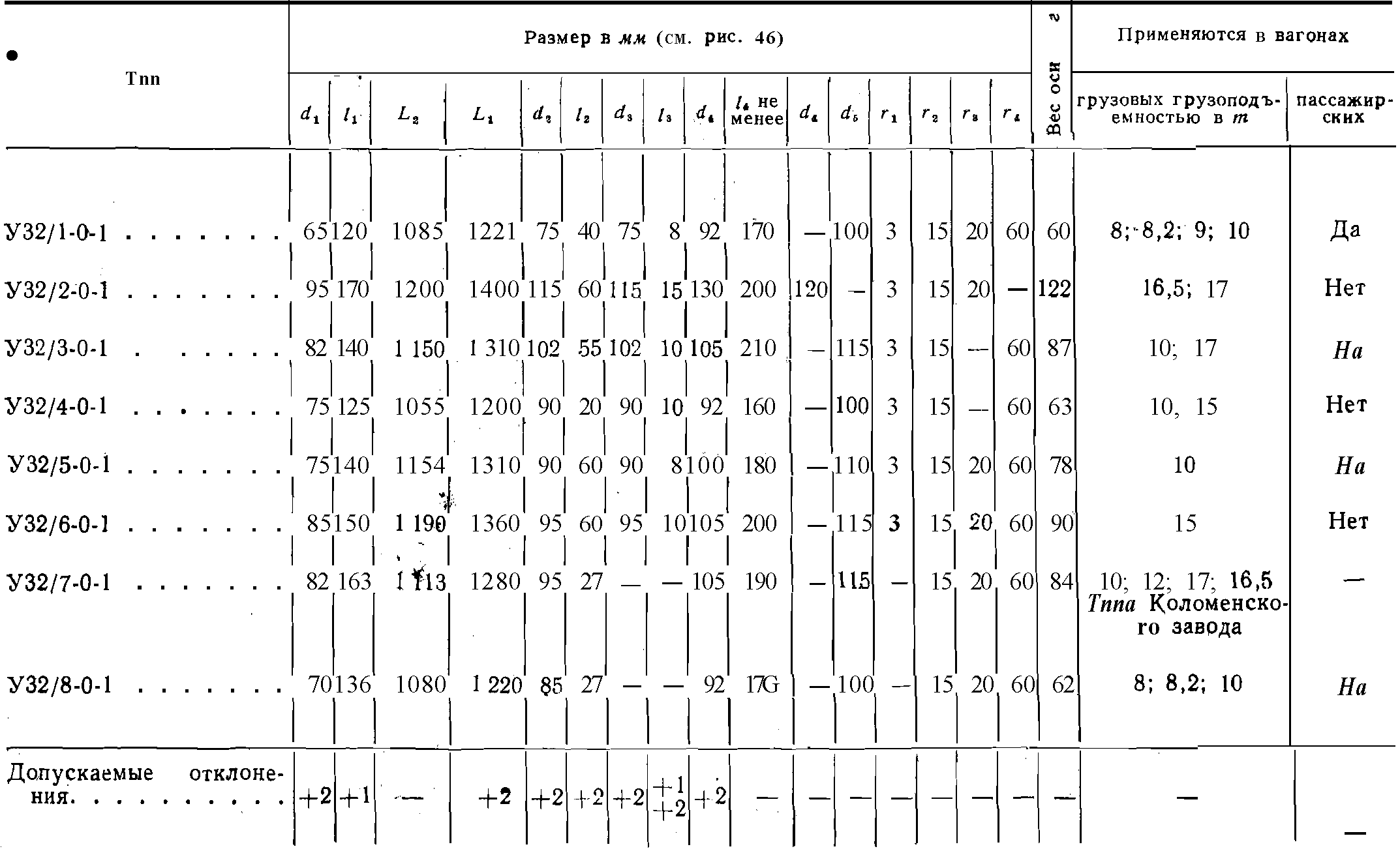
Таблица 6.
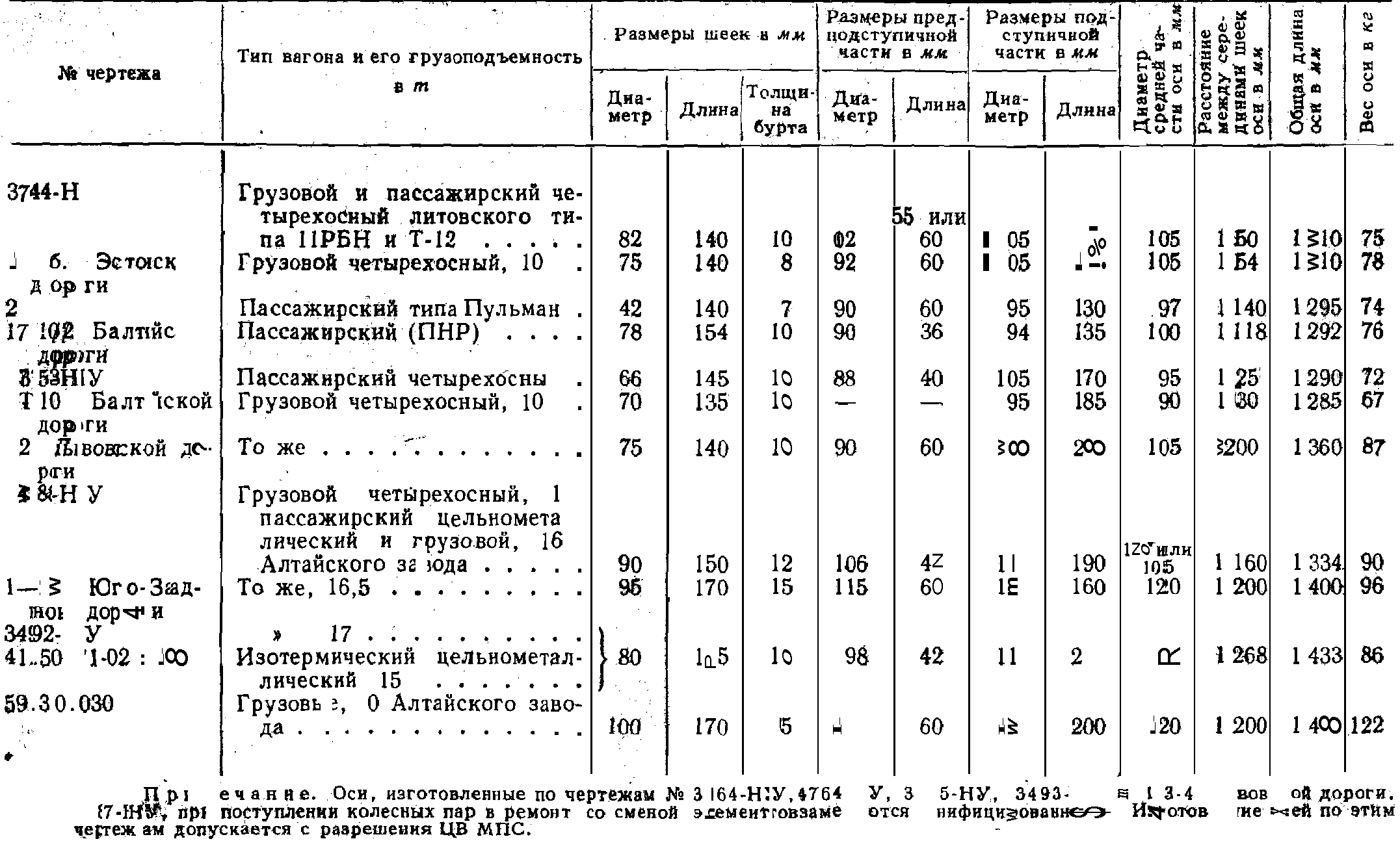
Таблица 7
Примечания. 1. Оси, изготовленные по чертежам № 3494-НУ и 2379-НУ, при поступлении колесных пар в ремонт подлежат исключению из инвентаря как старотипные.
2. Оси, изготовленные по чертежам № 3491-НУ и Т-8-16 Балтийской дороги, 3752-НУ, 1 МКД дороги, при поступлении колесных пар в ремонт со сменой элементов заменяются унифицированными.
Таблица 8
В результате сократилось количество типов и размеров осей. Основные размеры узкоколейных вагонных осей колесных пар приведены:
для колесных пар с подшипниками скольжения: у новых осей строящихся вагонов — в табл. 4; у осей унифицированных колесных пар вагонов постройки до 1962 r. — В табл. 5; у осей C буртом, находящихся под вагонами, — в табл. 6; у осей без бурта, находящихся под вагонами, — в табл. 7; для колесных пар с роликовыми подшипниками: у новых осей в табл. 8; у осей колесных пар, эксплуатирующихся под вагонами, в табл. 9.
Новая или старогодная обработанная ось должна иметь чистоту обработки, размеры и допуски в полном соответствии с чертежами, техническими условиями и инструкцией по освидетельствованию, ремонту и формированию вагонных колесных пар узкой колеи.
Чистота обработки осей контролируется стандартными эталонами.
Для плавного захода оси в ступицу при запрессовке наружный конец подступичной части оси обтачивается на конус с разностью диаметров до 1 мм и длиной 6—10 мм.
Переход от запрессовочного конуса к цилиндрической подступичной части оси должен быть плавным (без уступа). Подступичная часть оси должна быть цилиндрической без вмятин и забоин. Допускается конусность не более 0,04 мм на 100 мм длины подступичной части и овальность не более 0,04 %, волнистость не более 0,02 . Конусность подступичной части оси разрешается лишь в том случае, если больший диаметр конуса обращен к середине оси. Чистота обработки подступичной части осн должна быть не ниже 5. Разница в диаметрах подступичных частей одной оси не регламентируется.
Таблица 9
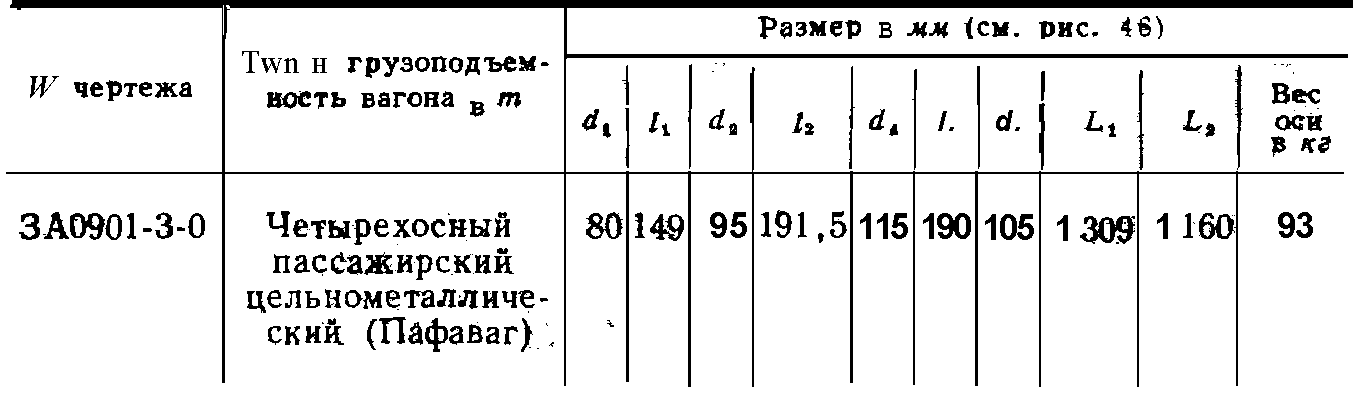
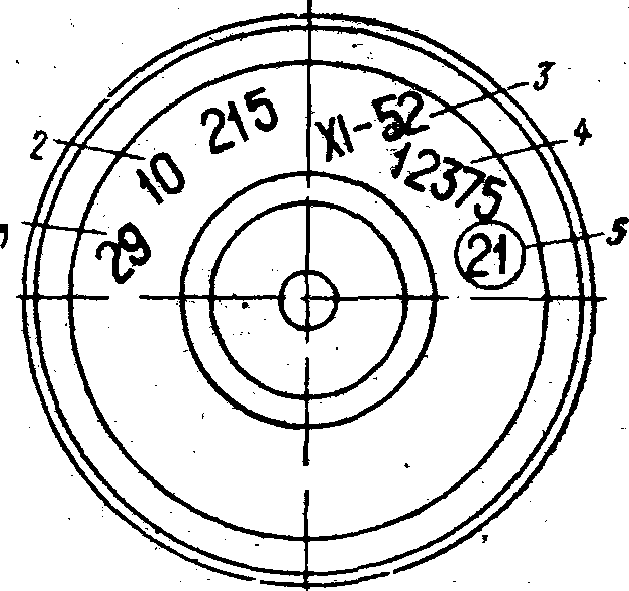
Рис. 48. Расположение клейм маркировки на торце оси:
1 — № завода; 2 —№ плавки; 3 — дата изготовления оси; 4 — № оси; 5 — условный номер пункта, перенесшего знаки
Переход от подступичной к средней необработанной части оси выполняется радиусом не менее 40 мм без уступов, а переход от обработанной средней части к подступичной — радиусом не менее 60 мм. Середина обозначается керном и определяется относительно торцов оси. Разница размеров от торцов оси до керна разрешается не более 1 мм.
На подступичной части или шейке необработанной оси, находящейся в горячем состоянии, необходимо выбить цифрами высотой; 15 мм номер плавки, дату изготовления оси, условный номер завода-изготовителя и номер оси. Глубина отпечатка не должна быть более 3 мм. На грубо или окончательно обработанной оси знаки маркировки нужно выбить на торце (рис. 48) согласно инструкции по освидетельствованию, ремонту и формированию вагонных колесных пар узкой колеи. Высота цифр для обозначения даты формирования, или полного освидетельствования (месяц и год) на осях колесных пар узкой колеи установлена 8 мм.
Приняты следующие размеры и образцы клейм для нанесения на колесные пары узкой колеи 750 мм (рис. 49). Такие размеры клейм дают возможность набивать знаки в секторы, находящиеся в пределах контрольной окружности диаметром 60 мм и центрового отверстия.

Рис. 49. Размеры и образцы клейм на колесных парах узкой колеи 750 мм: 1 — условный номер завода; 2 — знак формирования; 3 — знак, обозначающий смену бандажей; 4 — условный номер пункта
Наименьшие допускаемые размеры шеек а подступичных частей осей колесных пар вагонов колеи 750 мм, подкатываемых под грузовые вагоны при текущем и годовом ремонте, а также под пассажирские вагоны при текущем ремонте в вагонных депо, приведены в табл. 10.
Вагонные оси при хранении и транспортировании нужно укладывать таким образом; чтобы было удобно прочитать их маркировку.

