Вентили электропневматические проверяют при ремонте и осмотре на пропуск воздуха и определяют ход клапана (рис. 190). При пропуске воздуха, обнаруживаемого по звуку, клапаны 11 и 13 вынимают, промывают в бензине и притирают к втулке 2 при помощи пасты. При износе посадочные поверхности исправляют фрезами, а затем притирают. После притирки клапаны и седло промывают в бензине с последующей просушкой. Смазка клапанов маслом не практикуется, так как это вызовет в последующем оседание пыли и, как следствие, пропуск воздуха.
Проверка и изменение хода клапанов осуществляются в следующем порядке. Нажимая стороной калибра 16 с цифрой 0,8 на торец выпускного клапана 11, устанавливают наличие зазора между лапками калибра и сердечником, что характеризует посадку клапана на втулку 2. При отсутствии зазора клапан заменяют или стержень его удаляют путем оттяжки в холодном состоянии.
При новом клапане калибр устанавливают на сердечник цифрой 1,3. Если между лапками калибра и сердечником будет зазор, то клапан укорачивают до совпадения ножек калибра с сердечником и отсутствия зазора между торцом клапана и калибром.
При проверке впускных клапанов вентилей ВВ1 и ВВ2 калибр устанавливают на сердечник стороной 2,2 мм, а клапаном ВВЗ — стороной 2,6 мм с пригнанным к втулке выпускным клапаном и установленной на место пружиной 14. При наличии зазора между торцом выпускного клапана и калибром стержень впускного клапана удлиняют. Если выпускной клапан при проверке отжимается калибром, то стержень впускного клапана укорачивают или регулируют толщиной шайб под пробкой 15.
Электропневматические вентили типа ВВ-32, примененные на тепловозах в схеме управления песочницами и реверсором, имеют бескаркасную катушку с заливкой эпоксидной смолой. У этих вентилей (рис. 191) зазор А регулируют на величину 0,8 мм при включенной и 1,8 мм при отключенной катушке. Корпус заменяют при наличии трещин, разработке проходных и резьбовых отверстий. Разрешается перерезать резьбовые отверстия на следующий по величине размер по сравнению с чертежным. Сердечники заменяют при срыве резьбы, изгибе и трещинах.
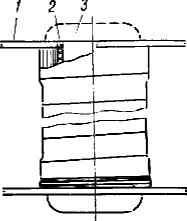
Рис. 192. Вариант замены поврежденной шайбы каркаса катушки амплистата АВ-3
Плотность клапанов проверяют на стенде воздухом давлением 7 кГ/см2. Четкость срабатывания клапанов проверяют при подаче воздуха давлением 5 кГ/см2 и тока в катушку. Величина тока зависит от типа вентиля. Так, для вентиля ВВ1 он равен 0,095 а, а ВВ-32 — 0,275 а. Перемещение якоря должно быть без заеданий и перекосов.
Катушки.
На заводе катушки снимают с электрических аппаратов и проверяют омическое сопротивление и прочность изоляции. Катушки, имеющие пробой и витковое замыкание, заменяют. Выводы, имеющие подплавления, дефектные резьбовые отверстия, изломы, заменяют. У исправных катушек электропневматических вентилей снимают покровную изоляцию; катушку пропитывают в лаке ФЛ98 с последующей запечкой в печи. Покровную изоляцию восстанавливают и катушки испытывают напряжением 800 в, током промышленной частоты в течение 1 мин. Омическое сопротивление не должно отличаться от номинального значения более чем на 8%. Через два заводских ремонта катушки заменяют независимо от их состояния.
Катушки электромагнитных контакторов типа КПМ и КПД, не имеющие повреждений, подогревают до температуры 60—70° С и покрывают кремний-органической эмалью ПКЭ-22 с последующей сушкой в печи при температуре 195—205° С в течение 10 ч. Отремонтированные катушки испытывают у контакторов КПМ-111, 112, КПД-121А напряжением 600 в, а у контакторов КПД-114В — 2 600 в.
У катушек амплистатов и трансформаторов корпусную изоляцию заменяют при наличии потертости, надрывов, подгаров и других дефектов. Выводы рабочих катушек амплистата АВ и трансформатора ТВ, имеющие изломы, восстанавливают припайкой меди соответствующего сечения припоем МФЗ (ГОСТ 4515—48). Каркасы катушек, имеющие трещины, заменяют или подклеивают эпоксидными смолами. Допускается замена поврежденных изолирующих шайб 1 каркаса катушки 2 амплистата (рис. 192). Шайба 1 из текстолита или гетинакса приклеивается к каркасу 2 синтетическим клеем. Ребра 3 приклеивают для жесткости. Выступающая часть стенки каркаса срезается заподлицо с шайбой. Катушки, не залитые компаундом на основе смолы ЭД-6, пропитывают термореактивным лаком ФЛ-98 (ТУЯН-86-95). Отремонтированные катушки проверяют напряжением, соответствующим назначению катушки.
Для нагрева деталей аппаратов, сушки катушек, пропитки войлочных уплотнений, прожировки манжет используют шкаф типа А-298 объемом 0,23 ж3. Температуру прожировочной смеси контролируют термометром — допустимая температура не более 60° С. Для намотки катушек применяют станки различных конструкций.