Разборка и сборка двухмашинного агрегата.
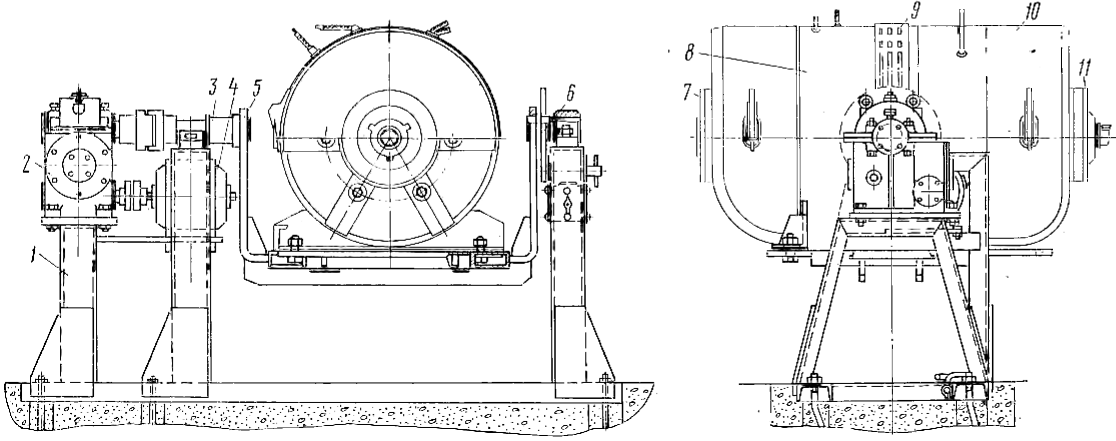
Конструкции двухмашинных агрегатов у тепловозов с электрической передачей примерно одинаковы (отличаются только размерами деталей и обмоткой). Разборка, сборка и ремонт двухмашинного агрегата описаны на примере двухмашинного агрегата типа ΜΒΓ-25/11 МВТ-25/9. Разборку агрегата ведут на кантователе (рис. 175), который состоит из сварной станины 1, стола 5 и механизма поворота стола, включающего в себя электродвигатель 4, приводящий во вращение червячный редуктор 2, и вал 3 поворота стола. У кантователя предусмотрено фиксирующее устройство 6. Применяют также кантователи с пневматическим приводом.
Устанавливая агрегат на стол кантователя, закрепляют лапы станины возбудителя 8. Проверяют сопротивление изоляции, снимают кожуха, защищающие щеточный аппарат, вынимают щетки из обойм, отвертывают болты, укрепляющие кольца 7 и 11 подшипниковых узлов. Далее снимают защитный кожух вентилятора 9 и отвертывают болты, укрепляющие станину вспомогательного генератора 10 к станине возбудителя 8.

Рис. 174. Установка для автоматической наплавки деталей электрических машин под слоем флюса:
1 — колонки; 2 — гильза колонки; 3 — коробка скоростей; 4 — суппорт головки; 5 — кронштейн пульта; 6 — пульт управления; 7 — подающий механизм; 8 — бункер; 9 — мундштук с корректировочным механизмом; 10 — кольцо; 11— роликовая опора; 12 — стол с механизмом вращения детали; 13 — флюсоудерживающее приспособление; 14 — ящик для флюса
Затем поворачивают агрегат в вертикальное положение стороной вспомогательного генератора вверх, снимают его станину и якорь агрегата вместе с подшипниковыми узлами.
Поворачивая стол кантователя на 90°, отвертывают болты, укрепляющие станину возбудителя, и снимают ее со стола кантователя. Затем снимают щетки и щеткодержатели (при заводском ремонте).
Разборку подшипниковых узлов ведут в следующем порядке. Отвернув винты, снимают торцовую шайбу, укрепляющую подшипник со стороны возбудителя, спрессовывают капсулу (обойму) с вала вместе с подшипником. Нагревают индукционным нагревателем втулку лабиринта со стороны вспомогательного генератора и снимают с вала, а затем спрессовывают капсулу и отражатель масла вместе с подшипником. Вентилятор снимают в сторону возбудителя, если у него имеются трещины.
Сборку агрегата ведут в порядке, обратном разборке, соблюдая установленные монтажные нормы. Так, зазор между щеткодержателем и коллектором устанавливают в пределах 1,6—2,4 мм для двухмашинных агрегатов малой мощности и 2—4 мм для двухмашинных агрегатов большой мощности (А-706).
Нажатие на щетки должно быть 1,1—2 кГ. При испытании на заводе траверса щеткодержателей устанавливается в нейтральное положение относительно нейтрали, что отмечается риской и красной чертой. При разборке в условиях депо это положение служит ориентиром для правильной сборки. Радиальные воздушные зазоры у магнитной системы, проверяемые при сборке щупом, устанавливают в зависимости от типа машины, но, как правило, они должны соответствовать чертежным размерам.
Так, у двухмашинных агрегатов тепловозов ТЭ3 и типа ТЭ10 у всех полюсов они имеют величину 1,5—2 мм под главными полюсами и 3—3,5 мм под дополнительными полюсами.
Ремонт двухмашинного агрегата.
Станину агрегата осматривают (нет ли трещин), обращая особое внимание на лапы. Разрешается заварка электродуговой сваркой трещин, не выходящих на ярмо станины. При деповском ремонте, не разбирая полюсов, определяют плотность их посадки по внешним признакам: потертости, зашлифованности на металлических частях и изоляции. В случае ослабления катушки на сердечниках уплотняют прокладками из электрокартона или пропитанного прессшпана. После установки прокладок штихмассом проверяют расстояние между сердечниками полюсов. Поврежденную покровную изоляцию восстанавливают с отъемом полюсов от станины. Диамагнитные прокладки с трещинами заменяют. Концы вала под шарикоподшипники восстанавливают до чертежного размера путем постановки сменных втулок, обеспечивая натяг по посадочной поверхности и радиусы закруглений у галтелей. При небольшом ослаблении используют эластомер ГЭН-150(B). Коллекторы обтачивают только на станке, а после продороживания шлифуют. Глубину продороживания выдерживают в пределах 0,8—1 мм при ширине 0,8 мм (коллекторный миканит КФ-1 толщиной 0,8 мм). У двухмашинных агрегатов А-706 при проточке коллекторов одновременно проверяют износ контактных колец со стороны вспомогательного генератора ВГТ 275/120. В случае рисок кольца протачивают и шлифуют.