Ремонт вкладышей подшипников. В условиях дорожных мастерских (депо) коренные и шатунные подшипники восстанавливают со стороны трущейся поверхности. Вкладыш устанавливают в расточной станок, имеющий резцовую головку, с регулированием радиальной подачи до 0,01 мм. Слой баббита снимают резцом. Вкладыш со стороны затылочной части обмазывают огнеупорной глиной или меловой обмазкой (пастой).
Вкладыши собирают попарно в обойме. Затем внутреннюю поверхность вкладыша покрывают флюсом. Флюс изготовляют путем раствора хлористого цинка в концентрированной соляной кислоте. В раствор добавляют 15—20% нашатыря от общего количества флюса и 1/3 воды. Перед лужением и заливкой вкладыши подогревают в термостате до температуры 150—180° С. Заливаемая поверхность должна быть чистой, без жировых пятен и коррозии. Полуду приготовляют из 80% свинца марок С1 и С2 (ГОСТ 3778—65) и 20% олова марок 01, 02 или 03 (ГОСТ 860—60). Сурьмы в сплаве допускается не более 0,1% и меди — 0,2%. При изготовлении полуды сначала в тигель закладывают и расплавляют при температуре 370—400° С свинец, после чего вводят олово. Расплавленную полуду рафинируют сухим нашатырем в ковше с отверстиями (колокольчик).
Заготовку опускают в тигель, а затем, вынув, встряхивают от излишка полуды, в разогретом состоянии быстро устанавливают в станок для заливки центробежным способом при скорости вращения 550 об/мин. Сплав для заливки изготовляют как из первичных, так и вторичных материалов. В прогретый тигель кладут чушки баббита БК2 около 50% по весу. В начальный момент расплавления в баббит добавляют древесный уголь с таким расчетом, чтобы после расплавления баббита получился слой угля толщиной 20—30 мм. Температуру баббита доводят до 450—500° С, после чего в тигель погружают остальное необходимое количество чушек баббита в подогретом состоянии. При плавке баббит периодически рафинируют (очищают) через «колокольчик» смесью хлористого натрия с хлористым кальцием. Залитый подшипник охлаждают сжатым воздухом в течение 30—45 сек непосредственно на станке, а затем подвергают естественному охлаждению.
Готовые вкладыши обрабатывают на станке, удаляя слой глины и излишек баббита.
Вкладыши отделяют друг от друга и зачищают торцы. Затем вкладыши обрабатывают на расточном станке под размер ремонтной градации. Качество заливки проверяют остукиванием и визуальным осмотром. Вкладыши дребезжащие или со следами отслоения к работе не допускают.
Блок устанавливают на опоры (рис. 64) нижних полуколец 2 стенда и закрепляют откидными болтами. Дополнительно блок укрепляют в верхней части.
Для поворота блока стенд оборудован опорами 1 полуколец, электрическим приводом с редуктором 4, а для размещения слесарей-сборщиков — площадками 5.
Поверхности опор блока проверяют технологическим валом. Укладку валов ведут в верхнем их положении, а проверку прилегания к рабочим (крышечным) вкладышам — в нижнем положении на стендовых балках. Вкладыши подбирают по градациям диаметров обработанных шеек и проверяют натяг (высота выступающей части вкладыша над постелью) в приспособлении.
На проверенные и поставленные на место вкладыши опускают вал, зачаленный за вторую и девятую шатунные шейки. Устанавливают на место при помощи пальца нижний технологический упорный вкладыш, а затем крышечные вкладыши и крышки, закрепляя их болтами у нижнего вала и шпильками у верхнего вала. Крепление производят от середины с концом блока в два приема. Сначала завертывают гайки до упора ключом с длиной рукоятки 300 мм, а затем ключом с длиной рукоятки 1—1,2 м усилием одного-двух человек до меток, имеющихся на болтах и гайках. При замене крышек, болтов, шпилек и их гаек после затяжки наносят новые метки. На некоторых заводах и в депо предварительную затяжку делают гайковертом, а окончательную — вручную, что сокращает время сборки.
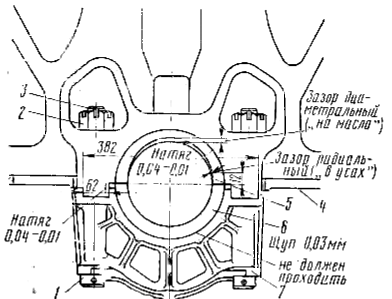
После укладки у валов проверяют щупом толщиной 0,03 мм прилегание шеек к крышечным вкладышам; диаметральный зазор (см. рис. 63), которому присвоен термин зазор «на масло», должен быть 0,15—0,23 мм; осевой разбег вала в опорно-упорном подшипнике — 0,12—0,25 мм. Прилегание вкладышей к постелям проверяют щупом 0,03 мм, который не должен проходить на глубину свыше 10 мм более чем в трех местах. Допускается у опор в плоскости разъема
Осмотр крышек коренных подшипников и их ремонт.
Крышки коренных подшипников коленчатых валов осматривают и обстукивают; места, наиболее опасные с точки зрения появления трещин (угол к площадке под гайку), перед обстукиванием покрывают тонким слоем меловой обмазки. Крышки не должны иметь подрезов у гнезд под гайки.
Если обнаружены трещины у крышек подшипников двигателей типа Д100, их заменяют. Новую крышку по замкам подгоняют к блоку с соблюдением натягов у замков 0,61—0,04 мм по размерам 62 и 382 (рис. 63). При подгонке крышки у верхнего вала в условиях депо используют технологический вал диаметром 242±0,03 мм, укладываемый в постели на три опоры. Крышки восьмого, девятого и десятого коренных подшипников у нижнего вала подгоняют с отсоединенным якорем генератора и собранными подшипниками, кроме подшипника, у которого заменяется крышка. У этого подшипника подгонку новой крышки делают с установленным в ней вкладышем.
Рис. 63. Схема расположения замков и зазоров у подшипникового узла дизеля типа Д100:
1 — болт; 2 — гайка; 3 — шплинт; 4 — блок; 5 — вкладыш в блоке; 6 — вкладыш в крышке; 7 — крышка