Перед разборкой подшипников измеряют зазоры «на масло» и «в усах». У вынутых вкладышей измеряют толщину и проверяют их состояние. Вкладыши, имеющие коррозию более 20%, выкрашивание более 10% поверхности баббитовой заливки, трещину в теле, наклеп на поверхности стыков, износ по толщине более 0,15 мм для рабочих и более 0,2 мм для нерабочих, заменяют. В условиях депо заменяют часть вкладышей или комплектно. Из постели вкладыши удаляют при помощи пальца, вставляемого в смазочное отверстие (рис. 69). Толщина вновь устанавливаемого вкладыша должна равняться фактической толщине заменяемого. Если толщину заменяемого вкладыша нельзя установить, то толщина нового вкладыша по Правилам ремонта должна равняться средней толщине соседних, а у крайних подшипников — двум рядом расположенных. При этом ступенчатость этих трех вкладышей должна быть не более 0,08 мм у 2Д100 и 0,005 мм у 10Д100.
При деповском ремонте дизелей типа Д100 измеряют износ и овальность у первой коренной шейки верхнего вала и у восьмой шейки нижнего вала. В последнем случае для дизелей 2Д100 с канавочными вкладышами может быть использован шейкомер ЦНИИ.

Рис. 69. Пальцы для вывертывания вкладышей коренных подшипников двигателей типа Д100:
1 — большой палец; 2 — малый палец
Чтобы предупредить случаи поломок верхних коленчатых валов дизелей 2Д100 по щекам десятой шатунной шейки, следует: замену рабочего вкладыша 11-го коренного подшипника и нерабочего вкладыша 12-го коренного подшипника верхнего коленчатого вала производить, если суммарный износ этих вкладышей превышает 0,16 мм (независимо от зазора «на масло»); при постановке нового рабочего вкладыша 11-го коренного подшипника и нового нерабочего вкладыша 12-го коренного подшипника верхнего вала их толщины должны соответствовать ремонтным градациям; если толщина упорного бурта нерабочего вкладыша 11-го коренного подшипника верхнего вала меньше толщины упорного бурта рабочего вкладыша этого же подшипника на величину 0,05 мм и более, а величина суммарного износа рабочего вкладыша 11-го коренного подшипника и нерабочего вкладыша 12-го коренного подшипника меньше 0,16 мм и осевой разбег вала находится в пределах нормы, то такие вкладыши следует поменять местами.
У вновь устанавливаемых вкладышей проверяют толщину на расстоянии 12 мм от плоскости разъема. Толщина должна быть на 0,10—0,13 мм у коренных и на 0,08—0,10 мм у шатунных меньше по сравнению со средней частью.
После замены и сборки коренных подшипников проверяют: при помощи щупа отсутствие зазора между стыками вкладышей, а также между вкладышем и постелью (щуп 0,03 мм не должен «закусывать»); прилегание коренных шеек 1, 2, 3, 4, 5, 6, 7 нижнего коленчатого вала (по терминологии Правил ремонта «провисание»); осевой разбег вала; величину зазоров «на масло».
У годных к работе вкладышей при деповском ремонте проверяют натяг в приспособлении с использованием индикатора, а у двигателей типа Д100 можно проверять и в рабочих постелях: шатунных — в шатуне, а коренных — в опорах. В этом случае по линии разъема постели вставляют прокладки толщиной 0,04 мм у шатунных и 0,08 мм у коренных, а затем затягивают гайки болтов или шпилек.
Вкладыши считаются годными к работе, если после затяжки болтов или шпилек щуп 0,03 мм заходит на глубину не более 15 мм между крышкой и вкладышем. У шатунов двигателей типа Д100 вкладыши, затянутые болтами, при обстукивании их медным молотком весом 2 кг не должны иметь продольных перемещений.
Для проверки натяга у коренных вкладышей дизелей типа Д100 используют приспособление (рис. 70). Вкладыш укладывают в постель 3 и прижимают упорами 4 и 7. Усилие создается сжатым воздухом, подаваемым в цилиндр 11. Для освобождения вкладыша из постели служат рукоятка 10 и держатель 8, связанные рычагом. Для измерения давления воздуха установлен манометр 9, а величины натяга — индикатор 6.

Рис. 70. Приспособление для контроля величины «натяга» у коренных вкладышей дизеля типа Д100;
1 — основание; 2 — стопорный винт; 3 — постель; 4, 7 — упоры; 5 — ножка индикатора; 6 — индикатор; 8 — стержень; 9 — манометр; 10 — рукоятка; 11 — воздушный цилиндр
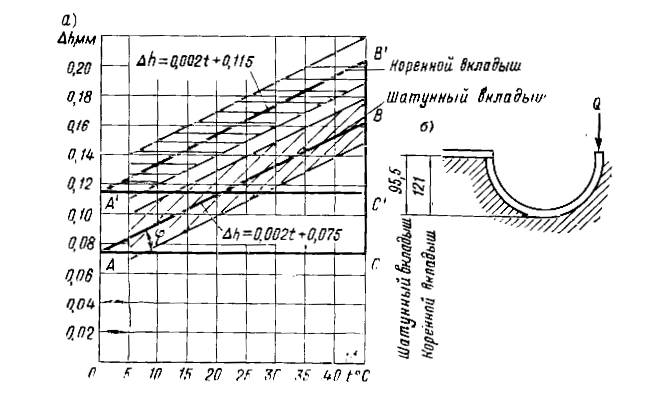
Рис. 71. График зависимости величины «натяга» Δh у вкладышей дизеля типа Д100 от температуры помещения: а — график; б — схема нагружения
Чрезмерные деформации могут вызвать нарушение сплошности в баббитовом слое, поэтому величина «натяга» играет существенную роль. Величина натяга, т. е. выступающая часть вкладыша Δh, может быть определена на основании теории упругости
![]()
где a — коэффициент, учитывающий конструкцию узла;
Q — усилие, действующее на торец стыка вкладыша от затяжки шпилек или болтов крышки подшипника, кГ;
f — площадь стыка вкладыша без учета канавки для масла и толщины заливки, см2;
D — диаметр наружной поверхности вкладыша, см;
Е — модуль упругости материала вкладыша.
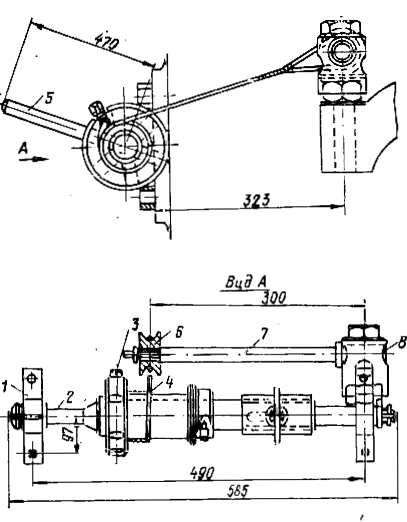
Рис. 72. Приспособление для крепления и отвертывания гаек коренных подшипников дизеля типа Д50:
1 — стойка; 2— вал; 3 — барабан; 4 — трос; 5, 7 — рычаги; 6 — блок; 8 — ключ
Для шатунных вкладышей, сделанных из бронзы ОЦС-3-12-5 (Е = 9,5х Х105), применительно к дизелям 2Д100, и расчетном Q = 1 400 кГ величина Δh = 0,05 мм (а = 10), а для коренных вкладышей при расчетном Q = 2 000 кГ ΔΗ = 0,1 мм (а = 15). У ремонтных вкладышей, заказываемых в качестве сменных, величина натяга в 1,5—2 раза больше.
При измерении натяга в приспособлении рекомендуется учитывать температуру помещения (рис. 71).
Гайки следует крепить при помощи приспособления.
Приспособление для крепления гаек дизеля типа Д50 (рис. 72) устанавливают стойками 1 на шпильки крепления картерных люков. В стойках вращается вал 2, снабженный барабаном 3 с укрепленным на нем концом троса 4.
Если какая-либо гайка будет затянута больше, чем на 5 мм от установленной метки, необходимо отвернуть обе гайки (или все четыре для четвертого и седьмого подшипников), установить их до упора и вновь затянуть до совпадения меток.
У двигателей типа Д50 при М3, М4 и М5 проверяют расхождение щек. Величина расхождения щек
![]()
где s — ход поршня, мм;
ар — коэффициент для новых двигателей не более 0,083; при выпуске из ремонта — 0,166.
Этой формулой можно пользоваться для всех тепловозных двигателей, хотя для двигателей типа Д50 она дает несколько преуменьшенное значение по сравнению с установленными нормами.
Несовпадение осей двигателя с генератором, измеряемое прибором (см. рис. 66), у шестого цилиндра двигателя типа Д50 устраняется путем замены нижних вкладышей или постановки прокладок под фланец станины генератора.
Практикой установлено, что толщина прокладок под фланец станины генератора должна быть в 14—17 раз больше, чем величина расхождения щек.