Ремонт и установка щеткодержателей. Притирка щеток и проверка нажатия их на коллектор. У тяговых электродвигателей разных серий тепловозов различная конструкция щеткодержателей, но все они требуют периодического регулирования нажатия щеток на коллектор.
Наиболее распространенным является щеткодержатель, представленный на рис. 167.
При проточке коллектора увеличивается расстояние от коллектора до корпуса щеткодержателя, поэтому для сохранения его в норме (2—4 мм) палец щеткодержателя 1 может быть передвинут относительно кронштейна на необходимую величину и закреплен болтами. В случае ослабления латунного стаканчика при деповском ремонте его обжимают при помощи специального приспособления.

Рис. 167. Щеткодержатель тягового электродвигателя:
1— палец; 2— изолятор; 3 — нажимной палец; 4 — ось; 5, 7—шплинты; 6 — втулка
Изоляторы 2 с трещинами, сколотыми краями, поврежденной и потемневшей глазурью заменяют. Ослабшие на пальцах или вновь заменяемые изоляторы насаживают, подложив под них асбестовую ленту, пропитанную в бакелитовом лаке. Торец изолятора покрывают эмалью ГФ-92-ХК (КВД) или ГФ-92-ХС (СВД).
При ремонте пальцев щеткодержателей используют стеклоткань марки ПС ИФ/ЭП-70, которую в виде лент накладывают на изолируемую часть пальца, а затем опрессовывают в пресс-форме давлением 4—5 Т и запекают в печи при температуре 200—220° С в течение 2—2,5 ч. После запечки пресс-форму вынимают из печи, остужают до температуры 130° С, выпрессовывают пресс- форму из кольца и палец вынимают. Затем палец обрабатывают на станке. Место под изолятор очищают металлической щеткой, при этом канавки должны быть чистыми. Пальцы устанавливают в корпус щеткодержателя. Асбестовую ленту 0,4x20x510 мм пропитывают в бакелитовом лаке и наматывают в канавки в месте посадки изолятора. Изолятор сажают на место, а щель между изоляцией пальца и торцом изолятора заполняют замазкой из эмали ГФ-92-ГС и талька.
Далее щеткодержатель с запрессованными пальцами помещают в печь, имеющую температуру не более 40—50° С и при достижении температуры в печи 140° С выдерживают в течение 4 ч. Каждый палец после монтажа в корпус щеткодержателя испытывают напряжением 6 кв в течение 1 мин.
Износ гнезд щеткодержателей под щетки компенсируют несколькими способами. Один из способов — осадка в горячем состоянии с использованием протяжек при значительном износе. В случае небольшого износа производят отжиг при температуре 600—650° С с последующей подгонкой по шаблону. При заводском ремонте щеткодержатели, имеющие износ более допускаемой величины, заменяют.

Рис. 168. Приспособление для подвески главного полюса:
1 — опорная скоба; 2 — стержень; 3 — передвижная скоба; 4 — сердечник полюса; 5 —рамка полюса

Рис. 169. Прибор для проверки полярности полюсов
Изношенные свыше 0,5 мм отверстия под ось 4 нажимных пальцев 3 у корпусов щеткодержателей заваривают газовой сваркой с последующей рассверловкой отверстия под ось и шплинты 5 по чертежным размерам. В случае трещин у корпуса щеткодержателя (кроме основания прилива) их заваривают с предварительной разделкой трещины и подогревом.
Сопротивление изоляции щеткодержателей, устанавливаемых на тяговые электродвигатели, должно быть не менее 50 Мом. При заводском ремонте щеткодержатели испытывают на электрическую прочность.
Для правильной работы щеток необходимо установить нормальное давление на них. Уменьшение давления против нормы вызывает искрение, а увеличение — повышенный износ коллекторов и щеток. У электродвигателя ЭДТ- 200 давление на щетку (новая) находится в пределах 4,9—5,5 кГ, а у ЭД-107 — 4,2—4,5 кГ, а при выпуске из деповского ремонта у изношенной — не менее 4,9 кГ и соответственно у ЭД-107 — 4,2 кГ, а разница нажатия — не более 0,5 кГ.
Износ щеток может быть допущен на половину высоты. Нажатие на щетку регулируют втулками 6 и шплинтами 7.
Нажатие на щетки измеряется пружинными весами (динамометром), захватывающими конец нажимного пальца 3 (ленточная пружина) в месте прилегания его к щетке (см. рис. 167), или при помощи макетной щетки высотой 43—45 мм, вставляемой вместо рабочей щетки. Величину нажатия в этом случае определяют непосредственно по шкале манометра до постановки щеткодержателя на место.
В случае замены щеток их необходимо притереть по коллектору непосредственно на тяговом электродвигателе или на барабане специального приспособления.
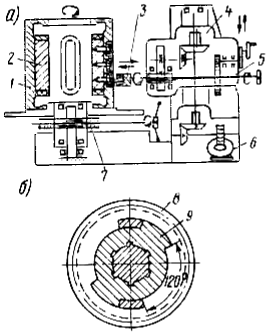
Рис. 170. Схема станка для завертывания полюсных болтов:
а — станок; б — разрез по шпинделю стенда; 1 — остов; 2 — сердечник полюса; 3 — торцовый ключ; 4 — головка; 5 — шпиндель; 6 — электродвигатель; 7 — червячная передача; 8 — ведущее зубчатое колесо; 9 — шлицевая втулка шпинделя
Сборка тягового электродвигателя. При сборке полюсов посадку катушек на сердечники выполняют на прессе в подогретом до 70— 80° С состоянии. Остывая, катушка охватывает сердечник. После этого сердечник в сборе с катушками, пружинными устройствами и прокладками устанавливают в остов. До монтажа катушек внутреннюю полость остова, кроме мест под сердечники полюсов, окрашивают изоляционным лаком. Зазоры между боковыми сторонами катушек и сердечником устраняют прокладками из пропитанного лаком электрокартона. Полюсы поднимают краном при помощи каната за выступающую часть наружной стороны сердечника или при помощи приспособления (рис. 168). В условиях заводов для подачи полюсов в остов используют манипулятор (механическая рука), управляемый с централизованного пульта.
У собранного остова до изоляции межкатушечных соединений проверяют: полярность катушек, сопротивление изоляции относительно корпуса, омическое сопротивление обмотки, электрическую прочность изоляции, состояние проводов и наконечников, контакты межкатушечных соединений, межполюсное расстояние, прочность крепления полюсов.
Полярность катушек проверяют при помощи прибора (рис. 169), который состоит из катушки с сердечником и амперметра с двусторонней шкалой. При пропускании тока по установленным в остове полюсным катушкам в направлении, предусмотренном схемой тягового электродвигателя, прибор поочередно подносится к каждой катушке. В момент резкого отрыва катушки прибора от полюса стрелка отклоняется в ту или иную сторону и указывает полярность. Проверку полярности производят также при помощи компаса.
Сопротивление изоляции катушек относительно корпуса проверяют мегомметром. Изоляция должна быть не ниже 1,5 Мом.
Плотность контактов межкатушечных соединений проверяют пропуском двойного часового тока в течение 7—8 мин по катушкам; неплотное соединение нагревается.
Межполюсное расстояние измеряют штихмассом по концам полюсов (вдоль оси остова), чем выявляются перекосы полюсов в их посадке на остове электродвигателя. Межкатушечные соединения изолируют.
Как одно из средств механизации при сборке остова может быть использован стенд, схема которого представлена на рис. 170. Собираемый остов 1 тягового электродвигателя устанавливают на поворотном столе стенда, вращение которого осуществляется червячной передачей 7. По вертикальным направляющим станины перемещается головка 4, на конце шпинделя которой закреплен торцовый ключ 3. Шпиндель получает вращение от электродвигателя 6, расположенного в нижней части станины.
Для облегчения попадания торцового ключа на шестигранную головку болта предусмотрен зазор между торцовыми кулачками ведущего зубчатого колеса 8 и шлицевой втулкой 9 шпинделя. Перегрузка со шпинделя стенда снимается автоматически, путем отключения электродвигателя в нужный момент при помощи реле максимального тока.
Подшипниковые щиты после ремонтных операций (очистка, заварка, наплавка) по их комплектности с остовом подбирают, измеряя диаметры посадочных мест. В подшипниковые щиты устанавливают наружные кольца подшипников вместе с сепараторами.
Внутренние кольца подшипников, снятые с вала якоря или устанавливаемые вновь, нагревают индукционным нагревателем или в печи до температуры не выше 100—110° С.
Далее ведут сборку подготовленных узлов. Устанавливают на место шапки моторно-осевых подшипников, чтобы уменьшить деформацию собираемых деталей. Затем в остов, находящийся в горизонтальном положении, запрессовывают подшипниковый щит со стороны коллектора. Запрессовку ведут равномерным завертыванием диаметрально расположенных болтов. Якорь продувают воздухом. На вал устанавливают подшипниковый щит и якорь вставляют в остов. Для облегчения постановки подшипниковых щитов остов подогревают индукционным нагревателем.
Щупом проверяют диаметральные зазоры у подшипников, для чего верхний ролик приподнимают специальной вилкой, а щуп вставляют на 2/3—3/4 длины ролика. Проверяют перекос (торцовое биение) наружного кольца подшипника. Перекос не должен превышать 0,12—0,15 мм. При помощи индикатора проверяют биение коллектора. Насаживают упорное кольцо подшипника со стороны коллектора, закрепляя его торцовой шайбой и болтами. Проверяют при помощи индикатора осевой разбег якоря (0,15—0,45 мм). Зазор регулируют за счет толщины упорного кольца, сошлифовывая его поверхность со стороны внутреннего кольца подшипника или со стороны роликов.
Закладывают смазку 1ЛЗ в качестве 660—800 г в подшипниковую камеру и подшипник со стороны коллектора и 1 200 г — со стороны шестерни. Закрывают крышки подшипников.
Якорь в подшипниках должен свободно поворачиваться от руки. На вал якоря напрессовывают в горячем состоянии лабиринтовое кольцо (со стороны шестерни) и закрывают коллекторные люки.
Кроме того, проверяют щупом зазоры между щетками и щеткодержателями, расстояние от корпуса щеткодержателя до рабочей поверхности коллектора, воздушный зазор между полюсами и сердечником якоря, наличие зазора между подшипниковыми щитами и крышками подшипниковых щитов, прилегание подшипниковых щитов к остову.
При заводском ремонте тяговые электродвигатели клеймят: на якоре клеймо ставят на торцовой поверхности нажимного конуса или коллекторной коробки, а на остове — рядом с номером завода-изготовителя. Клеймо содержит номер, присвоенный заводу, букву К — замена изоляции и дату ремонта.