4-4. ПРУЖИНЫ
а) Конструкция и размеры
Характеристика пружин непосредственно влияет на надежность работы аппарата. Поэтому к их изготовлению, калибровке и испытанию предъявляются весьма высокие требования.
Навивка пружины производится па круглой оправке, диаметр которой берется равным 0,9 внутреннего диаметра пружины. Для получения заданного шага между витками при навивке пружин используют шагообразующую пластину, которая перемещается вдоль оси оправки. Для образования опорных поверхностей торцы пружин обрабатываются на абразивном круге.
Для снятия внутренних напряжений, полученных при навивке, пружины необходимо подвергнуть отпуску в соляной или масляной ванне. Температура отпуска 260—280 °C, выдержка 20 мин. Затем пружины должны быть подвергнуты трехкратному обжатию при максимальной нагрузке (остаточная деформация не допускается). Перед окраской пружины необходимо фосфатировать.
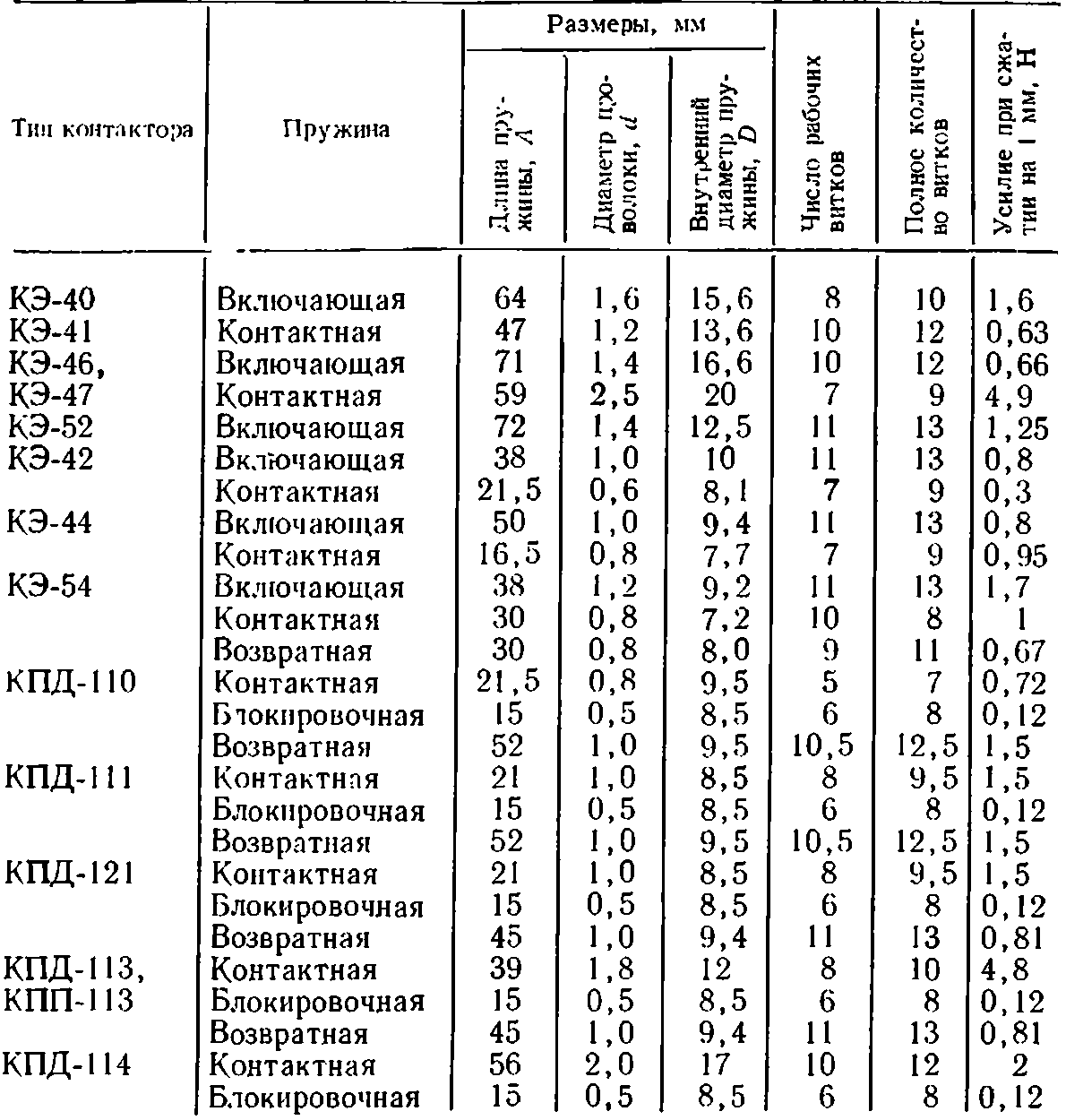
Пружины навивают из проволоки типа П ГОСТ 9389-60. Размеры пружин кулачковых и электромагнитных контакторов приведены в табл. 4-5.
Таблица 4-5
Размеры пружин
6) Фосфатирование и отделка
В процессе фосфатирования пружина покрывается пленкой фосфата цинка, это значительно повышает ее коррозионную стойкость.
Перед фосфатированием пружины необходимо подвергнуть обезжириванию и травлению. Хорошие результаты дает травление в 15%-ном растворе ортофосфорной кислоты (ОСТ-10114-39) с последующей обработкой их в течение 20 мин в содово-мыльном растворе (сода кальцинированная — 40 г и мыло хозяйственное 15 г на 1 л воды).
Фосфатирование производится в растворе, составленном из 35 г монофосфата цинка, 50 г азотнокислого цинка и 14% ортофосфорной кислоты на 1 л воды. Температура раствора должна быть в пределах 85—95 °C. Продолжительность фосфатирования 20 мин.
После фосфатирования пружину следует промыть в проточной горячей воде и подвергнуть в течение 20 мин обработке в растворе хромпика, который повышает защитные свойства фосфатной пленки. Состав хромпика составляется из 70 г двухромовокислого калия на 1 л воды.
Пружины окрашиваются черной эмалью типа ПФ-28, растворяемой одной объемной частью ксилола и двумя объемными частями бензина до вязкости 13—15 с по воронке ВЗ-4 при 20 °C. После окраски пружины выдерживают па воздухе в течение 1 ч и сушат в печи при 110—120 в течение 1,5 ч.