4-2. ВКЛЮЧАЮЩИЕ КАТУШКИ КОНТАКТОРОВ ТИПОВ КПД И КПП
а) Намотка катушек
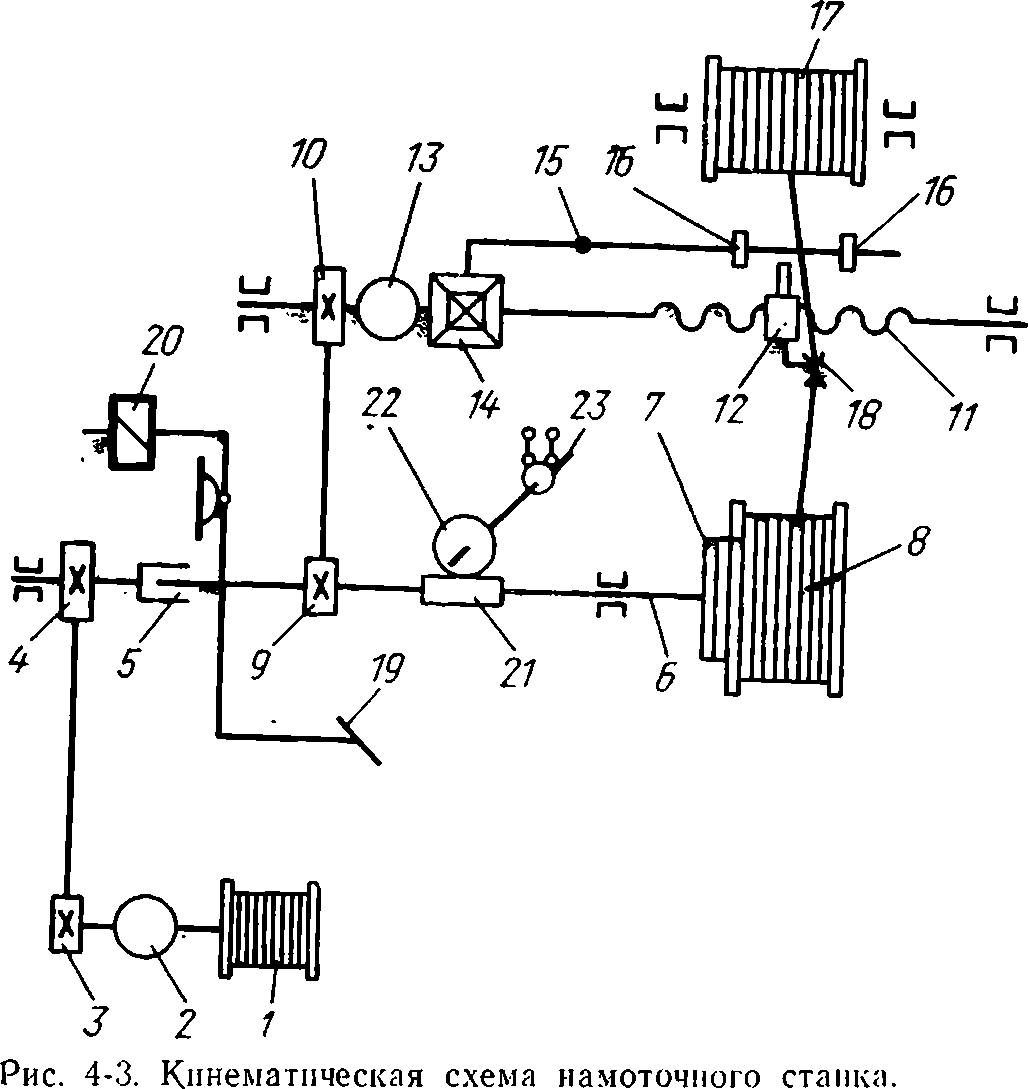
Включающие катушки тяговых контакторов имеют каркасную конструкцию. Для намотки катушек в производстве применяются различные конструкции намоточных станков. На рис. 4-3 показана кинематическая схема станка для намотки аппаратных катушек из обмоточного провода. Через шаровой переключатель скоростей 2 и передачу 3—4 двигатель 1 передает момент на фрикционную муфту 5. Во включенном положении муфта вращает шпиндель 6 с катушкой 8, укрепленной на планшайбе 7, и через передачу 9—10 приводит в действие механизм раскладки обмоточного провода. Ходовой винт 11 с раскладывающей кареткой 12 вращается от шарового переключателя скоростей 13. Кулачковая муфта 14 изменяет направление вращения винта 11 в зависимости от положения тяги 15, которая устанавливается в правую или левую позицию при воздействии поводка каретки па упоры 16. Расстояние между упорами 16 зависит от высоты катушки и ее положения. Намоточный провод подается с бухты 17 через систему натяжных роликов, в частности через ролик 18, установленный на каретке. Станок включается и выключается педалью 19. Для автоматической остановки станка при окончании намотки требуемого числа витков предусмотрен счетчик 23, который связан со шпинделем червячной парой 21—22. Счетчик воздействует на электромагнит 20, связанный с отключающей педалью.
Каркас (рис. 4-4) катушки для контакторов изготовляется прессованием из волокнита. Он имеет высоту Н, толщину цилиндрической части А и толщину нижней и верхней стенок Б и В. Ширина прилива каркаса, предназначенного для фиксации катушки, равна Г, а расстояние его грани до центра катушек — h. Буквы h1 и h2, обозначают положение выводов относительно нижней части каркаса, а их положение в горизонтальной плоскости определяется углами а1 и а2. Наружный диаметр каркаса равен D, а внутренний d.
В верхнюю часть катушки при намотке провода закладывается изолирующая шайба, изготовленная из электроизоляционного картона толщиной I мм. Вывод катушки выполнен из гибкого провода марки ПШ толщиной 0,2 мм, изолированного хлопчатобумажным шнуром. Под контактный зажим подкладываются изолирующая прокладка (микашелк толщиной 0,2 мм) и подкладка (лакоткань шелковая толщиной 0,1 мм). Наконечник подводимого к катушке провода закрепляется на латунном контактном зажиме винтом.
Таблица 4-2
Размеры включающих катушек контакторов
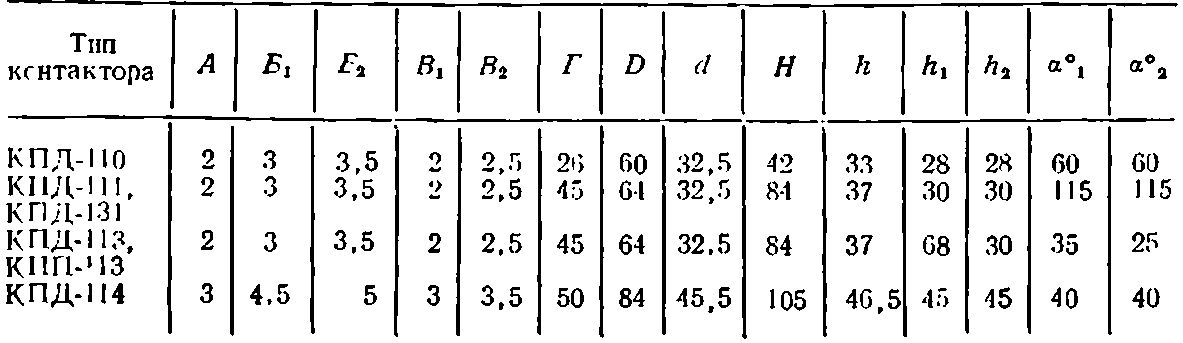

Рис. 4-4. Включающая катушка контакторов типов КПД и КПП.
Угловая изоляция выполняется кордовой нитью толщиной 0,8 мм. После намотки катушка изолируется тафтяной лентой толщиной 0,25 мм и шириной 20 мм и пропитывается лаком.
Размеры включающих катушек указаны в табл. 4-2, а их обмоточные данные приведены в § 3-7.
б) Пропитка катушек
В настоящее время все аппаратные катушки пропитываются термореактивным лаком класса нагревостойкости В. Для пропитки обычно применяют лак типа ФА-98 с содержанием основы не менее 50% и вязкостью 35—60 с по воронке ВЗ-4 при 20 °C. При необходимости лак разбавляют ксилолом до вышеуказанной вязкости, при этом содержание основы также должно быть не менее 48%.
Пропитка производится на специальной установке (рис. 4-5), состоящей из автоклава 5 с контрольной трубкой 4, насоса 5, создающего гидростатическое давление (6-8)Х105 Па (6—8 ат) манометра 5, вакуум-насоса 7 с отстойником 6, бака 1 с обогревом до 70 °C, оборудованного мешалкой 2 и терморегулятором.

Рис. 4-5. Пропиточная установка.
Кроме того, в комплект технологического оборудования входит рециркуляционная паровая печь для нагрева до 110—130°C, шкаф с вытяжной
вентиляцией и люльки с крюками для загрузки катушек в автоклав и в печь.
Технологический процесс пропитки предусматривает следующий порядок работы. Перед пропиткой катушки, уложенные в люльку, загружают в печь (110—130 °C) и сушат в течение 5 ч. Время сушки исчисляется с момента достижения указанной температуры в рабочей зоне печи. Выгрузив люльку из печи, катушки охлаждают до 60—70 °C и опускают в автоклав. Затем закрывают автоклав крышкой, затягивают болты и создают в автоклаве разрежение не менее 700 мм рт. ст. После выдержки 20 мин отключают вакуум-насос, закрывают его кран и наполняют автоклав лаком.
Установив требуемый уровень пропитывающего лака, в автоклаве поднимают давление до 6-105 Па (6 ат) и выдерживают его в течение 30 мин. Смена вакуума давлением обеспечивает принудительное и глубокое проникновение лака в поры и неплотности изоляции.
После пропитки давление снижается до атмосферного, из автоклава в бак насосом откачивается лак и повторно создается разрежение не менее 700 мм рт. ст., в котором катушки выдерживаются в течение 1 ч. Далее процесс пропитки повторяется. Применение указанного режима с чередованием вакуума, атмосферного и избыточного давлении дает возможность значительно сократить продолжительность технологического цикла пропитки.
После извлечения катушек из автоклава их необходимо выдержать в течение 1 ч в вытяжном шкафу и просушить в печи при 110—130 °C в течение 16 ч.
в) Отделка катушек
Для отделки катушек применяется битумный лак БТ-99, который разводится смесью из одной части ксилола и двух частей бензина до вязкости 40 с по воронке ВЗ-4 при 20 °C. В случае изменения окружающей температуры вязкость устанавливается по табл. 4-3.
Таблица 4-3
Вязкость лака
Температура среды, °C | Вязкость лака, с |
15 | 50—60 |
20 | 40—42 |
25 | 35-37 |
30 | 28—30 |
35 | 23—25 |
40 | 20—22 |
При отделке сначала очищают катушки от наплывов пропиточного лака и зачищают их поверхность шлифовальной шкуркой № 10. Отделываемые части катушек аккуратно покрывают лаком БТ-99 при помощи кисти. Сушка катушек производится в течение 4—6 ч на открытом воздухе.

Рис. 4-6. Дугогасительные катушки контакторов типов КПД и КПП.
Таблица 4-4
Размеры дугогасительных катушек контакторов

4-3. ДУГОГАСИТЕЛЬНЫЕ КАТУШКИ КОНТАКТОРОВ ТИПОВ КПД-110, КПД-111 И КПД-121
Дугогасительные катушки контакторов (рис. 4-6) на рабочие токи до 50 А имеют бескаркасную конструкцию и изготовляются из изолированного круглого провода 1. Намотка катушек производится на шаблонах. Для крепления рядов катушек между ними пропускается тафтяная лента 2 толщиной 0,25 мм и шириной 15 мм.
Размеры катушек указаны в табл. 4-4, а размеры провода и число витков катушек приведены в § 3-8.