Стационарные аккумуляторы типов С и СК поступают с заводов в разобранном виде. Сборку и соединение аккумуляторов в батареи выполняют на месте установки, т. е. в аккумуляторных помещениях. Батареи аккумуляторов располагают на открытых деревянных стеллажах, которые изготавливают из сосновых пиломатериалов 1-го сорта влажностью не более 15%. Стеллажи состоят из продольных лаг прямоугольной формы размером 50 X 120 мм, врезанных в поперечные брусья или стойки. По числу рядов аккумуляторов в горизонтальной плоскости стеллажи бывают однорядные и двухрядные, а по числу ярусов — одноярусные и двухъярусные.
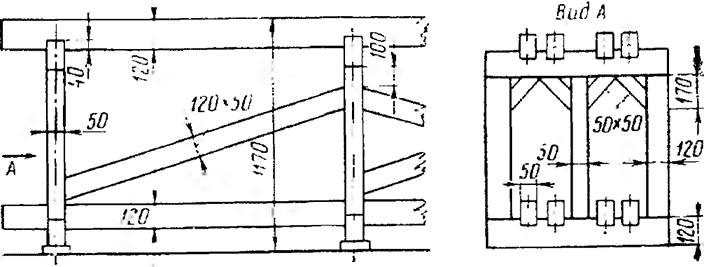
Рис. 214. Двухъярусный стеллаж для стационарных аккумуляторов
На двухъярусных однорядных и двухрядных стеллажах (рис. 214) устанавливают аккумуляторы типов от C-Ι (СК-1) до С-5 (СК-5) включительно Более тяжелые аккумуляторы размещают на одноярусных стеллажах После сборки стеллажи тщательно шпаклюют и окрашивают электролитоупорной краской.
Деревянные стеллажи находятся на опорных тумбочках со стеклянными изоляторами. Перед началом монтажа все детали батареи и арматура должны быть распакованы, тщательно осмотрены и разложены на чистом месте в соответствующем порядке.
Аккумуляторные батареи монтируют в такой последовательности. Сосуды аккумуляторов промывают дистиллированной водой, протирают чистой тряпкой и устанавливают на продольные лаги стеллажей по составленной схеме. Для изоляции от земли под сосуды кладут изоляторы, имеющие форму усеченного конуса. Для выравнивания сосуда между его дном и изоляторами прокладывают пластмассовые шайбы.
После этого в стеклянные сосуды устанавливают положительные и отрицательные пластины, между которыми вместо сепараторов временно помещают стеклянные трубочки или деревянные палочки, изготовленные из сухой древесины. В батареях аккумуляторы соединяют последовательно, так как напряжения одного аккумулятора (2В) недостаточно для питания устройств автоматики и телемеханики Для этого положительные пластины одного аккумулятора и отрицательные другого приваривают к свинцовой соединительной полосе (см. рис. 206 и 207). Сварку выполняют водородным или пропановым пламенем с помощью горелки.
После сварки омметром проверяют отсутствие короткого замыкания между разноименными полублоками пластин. Затем между пластинами устанавливают сепараторы, а на одну из боковых отрицательных пластин две отжимные пластмассовые пружины.
После этого в сосуды всех аккумуляторов заливают электролит плотностью 1,18 гем3. Уровень электролита должен быть выше верхних краев пластин на 10-15 мм.
Через 2-4 ч после заливки, когда электролит пропитает массу пластин, аккумуляторы ставят на первый заряд. Он отличается от последующих зарядов особым режимом, большой продолжительностью и во многом определяет качество и срок работы аккумуляторной батареи. Это объясняется тем, что при первом заряде формируются слои активных веществ двуокиси свинца, на поверхности положительных пластин и губчатого свинца в решетках отрицательных пластин. Поэтому первый заряд называется формировочным зарядом. Положительный полюс батареи подключают к положительному полюсу выпрямителя, а отрицательный полюс батареи — к отрицательному.
Первый заряд стационарных аккумуляторов типов С и СК с положительными пластинами светлой формировки выполняют таким образом. Заряд без перерыва до сообщения батарее 4 -5-кратной номинальной емкости, перерыв 1 ч; заряд тем же током до сильного газовыделения, перерыв 1 ч, заряд до сильного газовыделения, перерыв 1 ч и т. д. Первый заряд заканчивается тогда, когда батарее будет сообщена 9-кратная номинальная емкость. При первом заряде зарядный ток не должен превышать 7 А на каждую положительную пластину типа И-1: 10 А — на каждую пластину типа И-2; 18 А — на каждую пластину типа 11-4.
Во время первого заряда измеряют напряжение, температуру и плотность электролита каждого аккумулятора и результаты записывают в протокол формировки. В конце первого заряда напряжение каждого аккумулятора достигает 2,5—2,75 В, а плотность электролита — 1.2-1.21 г/см3. Причем эти значения остаются без изменения за последние 2—3 ч заряда. Если в процессе заряда температура электролита превышает 40 С, то на первом этапе заряда (до первого перерыва) снижают зарядный ток и делают дополнительные перерывы в последующих этапах заряда. После окончания формировочного заряда батарею подвергают нескольким тренировочным разрядам-зарядам.
Разряд осуществляют током 10-часового режима до напряжения 10,8 В на один аккумулятор. При таком первом разряде батарея должна отдать не менее 70% номинальной емкости. Последующий (тренировочный) заряд выполняют таким образом. Заряд током 6 А на каждую единицу индекса (6/V) до напряжения 2.4 В на один аккумулятор; заряд током 3,6Л,Г до достижения постоянства напряжения не менее 2,5 В и плотности электролита в течение 1 ч. После проведения трех тренировочных разрядов-зарядов батарея приобретает 100%-ную емкость и ее включают в эксплуатацию.
Аккумуляторы типов АБН-72 и АБН-80 поставляют в сухом незаряженном состоянии без электролита. После установки и соединения их в батарею с помощью перемычек в аккумуляторы заливают электролит плотностью 1.21 г/см3 при температуре 25 С. Через 2—6 ч после заливки электролита батарею ставят на первый заряд.
Первый заряд аккумуляторов типа АБН проводят таким образом: непрерывный заряд током 9 А в течение 26 ч; перерыв 2 ч: заряд током 6 А в течение 22 ч; перерыв 1 ч; заряд током 4,5 А в течение 3 ч; перерыв 1 ч и т. д. Заряд заканчивается, если при включении на заряд у положительных и у отрицательных пластин сразу будут интенсивно выделяться газы, а плотность электролита и напряжение аккумуляторов перестанут повышаться.
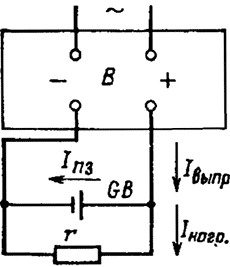
Рис. 215. Схема буферного способа работы аккумуляторной батареи