Промежуточные редукторы локомотивов и электропоездов разбирают в следующем порядке:
выбивают штифты 2 (см. рис. 33) и снимают вилки 1 с хвостовиков шестерен 13 и 14. Отвертывают болты 11 и вынимают из корпуса редуктора шестерни 13 и 14 в сборе с подшипниками 7 и 15, корпусами подшипников 6. упорными крышками 4, втулками 5 и 8; отвертывают болты, соединяющие упорные крышки с корпусами подшипников, и снимают упорные крышки с сальниками 3 и 10 с хвостовиков шестерен. Сальники вынимают из крышек;
шестерни выпрессовывают из корпуса подшипников специальным приспособлением или медным молотком. Удары молотком наносят по торцам хвостовиков шестерни. С хвостовиков шестерен снимают втулки 5 и 8 и вынимают из корпусов 6 подшипники 7 и 15;
вывертывают пробки из корпуса редуктора. Узлы и детали разобранного редуктора очищают от смазки и промывают.
Ремонт корпуса промежуточного редуктора выполняют аналогично ремонту корпуса червячного редуктора.
При наличии трещин, сколов или поломанных зубьев шестерни промежуточного редуктора заменяют. Следы коррозии на рабочих поверхностях удаляют мелкой шкуркой.
При разработке шпоночного паза в конической шестерне или вале указанные детали заменяют или ставят шпонку больших размеров. Допускают изготовление шпоночного паза по чертежным размерам на диаметрально противоположной стороне отверстия шестерни или цилиндрической поверхности вала. Сорванную или забитую резьбу на хвостовиках валиков промежуточных редукторов восстанавливают наплавкой электродами Э42, Э50 и последующей механической обработкой.
При разработке отверстия под штифт в хвостовике шестерни (или вала) промежуточного редуктора отверстие развертывают до диаметра, указанного в табл. 10.
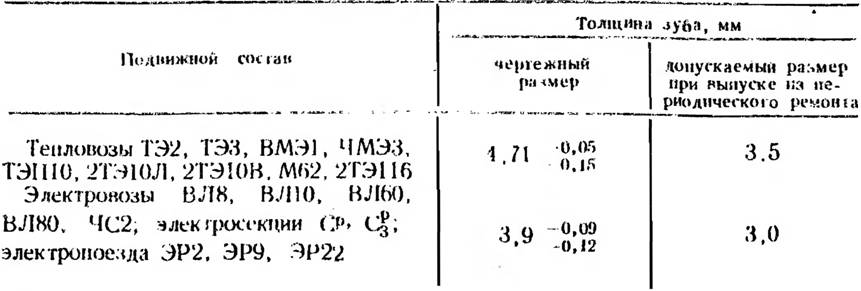
Толщина зуба конических шестерен промежуточного редуктора по делительной окружности приведена в табл. 11. Замену шестерен промежуточного редуктора производят комплектно с обязательной проверкой их зацепления.
Ремонт остальных деталей промежуточного редуктора производят аналогично ремонту соответствующих деталей червячных редукторов.
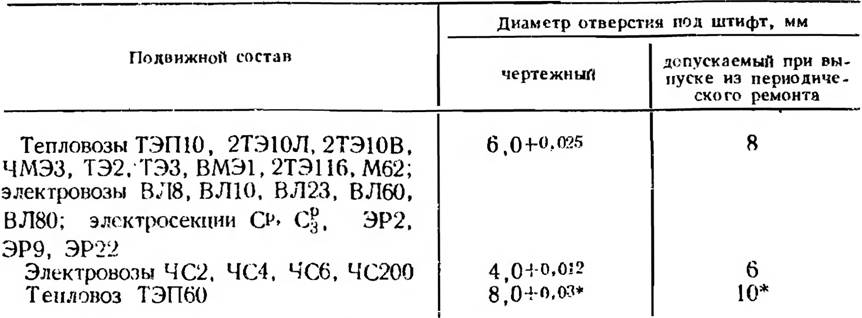
* В хвостовике вала промежуточной опоры.
Сборку промежуточных редукторов осуществляют в такой последовательности. На хвостовик 16 (см. рис. 33) шестерни 14 надевают корпус подшипника 15. Шестерню в сборе с корпусом устанавливают торцом на свинцовую или медную подставку и специальным стаканом насаживают на хвостовик шестерни подшипник 15, втулку 5, наружный подшипник. При сборке следят, чтобы торцы сопрягаемых деталей плотно прилегали один к другому. Насадку подшипников производят в нагретом состоянии, проставив между ними распорные кольца. После установки подшипников электровозных редукторов на хвостовик навертывают гайку и закрепляют ее кольцом. Другую коническую шестерню собирают в той же последовательности.
В канавки упорных крышек вставляют сальники 3 и 10. Упорные крышки устанавливают на хвостовики шестерен и крепят их на корпусах подшипников болтами. Между фланцами крышек и фланцами гнезд подшипников ставит регулировочные прокладки.
Таблица 11
Осевой разбег конических шестерен в корпусах подшипников должен быть: ![]()
При необходимости осевой разбег регулируют прокладками. В корпус редуктора устанавливают конические шестерни в сборе с корпусами подшипников, подшипниками, втулками, крышками, вводят их в зацепление и закрепляют на корпусе болтами 11. Между фланцем корпуса подшипника и торцом корпуса редуктора ставят регулировочные прокладки.
При установке конических шестерен в корпус промежуточных редукторов электровозов регулировочные прокладки ставят между дном гнезда в корпусе под подшипниками и торцами наружных колец подшипников.
Боковой зазор между зубьями шестерен проверяют при полностью выбранных осевых зазорах обоих валов. Он должен быть:
При выбранных зазорах в сторону вершины конуса не
менее, мм . . ............................................................................ 0,11
То же в сторону основания конуса не более, мм. . .0,4
Проверяют качество зацепления конических шестерен. Зацепление шестерен регулируют прокладками. После регулировки зацепления полость редуктора и корпуса подшипников заполняют смазкой 1-13, предварительно ввернув в корпус нижнюю пробку. На корпус редуктора устанавливают крышку 12 с прокладкой и закрепляют их болтами. На хвостовики шестерен надевают вилки 1 и закрепляют их штифтами 2. Полость между верхней упорной крышкой и отражательной шайбой заполняют смазкой 1-13.