8. Ремонт приводов скоростемеров 3СЛ-2М
Разборка червячных редукторов.
Перед разборкой редуктора сливают масло. Для этого вывертывают пробки из нижней части корпусов редукторов. Отвертывают болты 16 (см. рис. 32) крепления крышек к корпусу редуктора. Выводят из зацепления червяк и червячное колесо перемещением червяка 9 и вала червячного колеса 13. Их вынимают из корпуса вместе с шариковыми подшипниками 10 и 21, гнездом 2 шарикового подшипника, крышками 3 и 20 и сальниками 17.
С цапф червяка 9 снимают вилку 18, для чего выбивают штифт 19 и спрессовывают шариковый подшипник. С вала червячного колеса 13 снимают наконечник 4 (предварительно вынув валик 5) и крышку 3 с сальником, спрессовывают шариковый подшипник 10 с гнездом 2. Для спрессовки шарикового подшипника и червячного колеса с другой стороны вала снимают кольцо 11 и отвертывают гайку 12.
После разборки узлы и детали редукторов, за исключением войлочных колец (сальников) и подшипников, промывают в чистом бензине и насухо протирают. Подшипники промывают в мыльной эмульсии, нагретой до температуры 80—90°С, в течение 20—30 мин. Промытые подшипники протирают мягкой салфеткой, а места, подверженные коррозии, зачищают. После этого подшипники промывают в бензине с добавлением 6—8%-ного минерального масла.
Войлочные кольца промывают в минеральном масле при температуре 50—60°С. Болты, шпильки и гайки, имеющие забитые или сорванные нитки резьбы, заменяют.
Осмотр и ремонт червячных редукторов.
Корпус заменяют при наличии сквозных трещин, расположенных на обработанных поверхностях и выходящих на резьбовые отверстия. Несквозные трещины, не расположенные на обработанных поверхностях, заваривают.
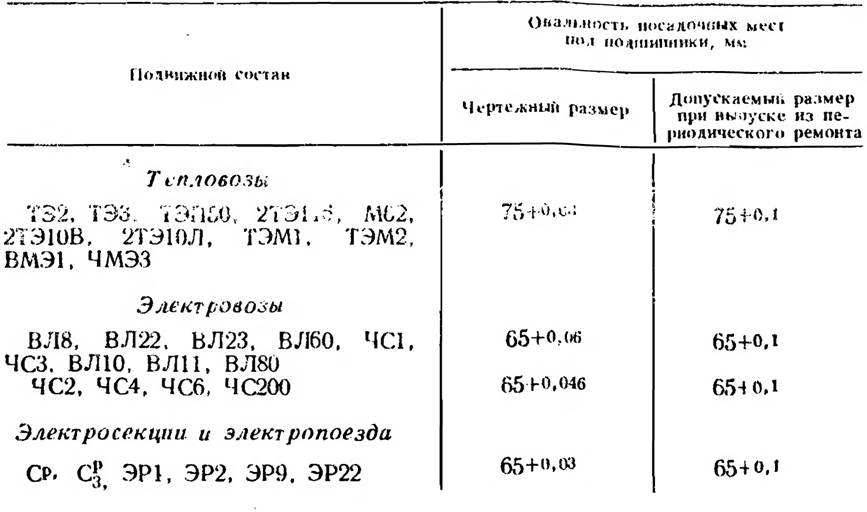
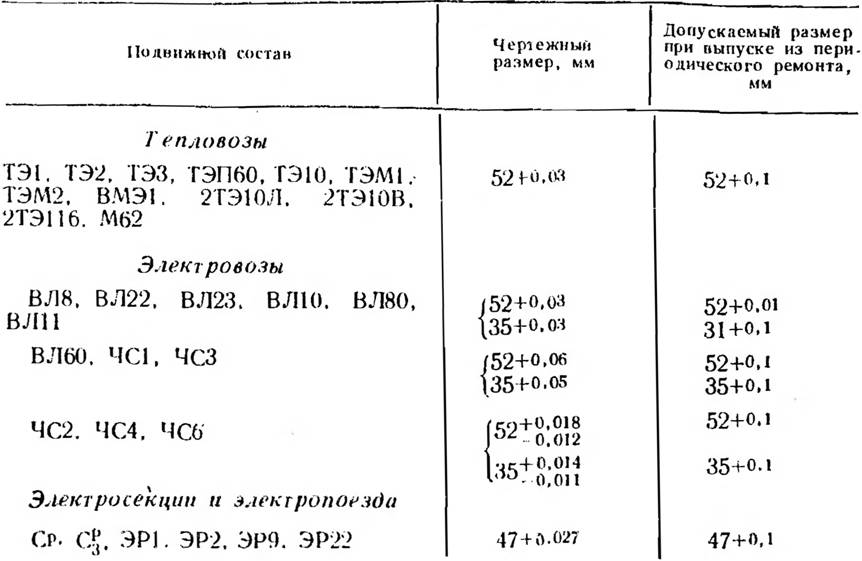
Угловые сколы на буртах у отверстий под болты крепления устраняют газовой сваркой, применяя бронзовые или латунные прутки, и последующей механической обработкой. Овальность и конусность мест под гнезда шариковых подшипников до 0,05 мм устраняют шабровкой. Овальность посадочных мест в корпусе редукторов под подшипники, а также местная выработка от проворачивания наружных колец подшипников на диаметр посадочного места допускаются в пределах, указанных в табл. 3.
При большем износе посадочные места восстанавливают до чертежных размеров нанесением пленки клея ГЭН-150 (В). Максимальная толщина наносимого слоя клея должна быта, не более 0,2 мм.
При восстановлении посадочных поверхностей клеем ГЭН- 150 (В) после механической обработки проверяют перпендикулярность их образующих торцовым плоскостям иод крышки и фланцы. Неперпендикулярность допускается не более 0,05 мм на длине 80 мм. При наличии в корпусе сорванной или забитой резьбы ее нарезают заново.
Червячное колесо подлежит замене при обнаружении трещин, сколов или поломок зубьев, а также уменьшении толщины зубьев по делительной окружности червячного колеса (табл. 4).
Таблица 4

Вал червячного колеса подлежит замене при обнаружении в нем трещин, а также при наличии сорванных ниток (более одного витка) в резьбе хвостовика под винт (для электропоезда ЭР1). Восстановление натяга поводка шариковых подшипников на валу производят нанесением на соответствующие шейки вала пленки клея ГЭН-150 (В).
Полимерную пленку целесообразно наносить при износе до 0,15 мм на сторону. При износе шеек вала до 0,4 мм рекомендуется восстанавливать их хромированием. Толщина слоя покрытия должна быть не более 0,2 мм на сторону. При большем износе поверхности восстанавливают вибродуговой наплавкой и последующей механической обработкой до чертежных размеров.
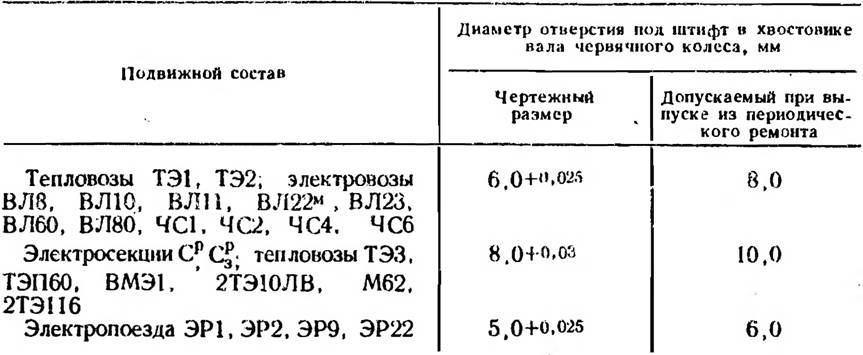
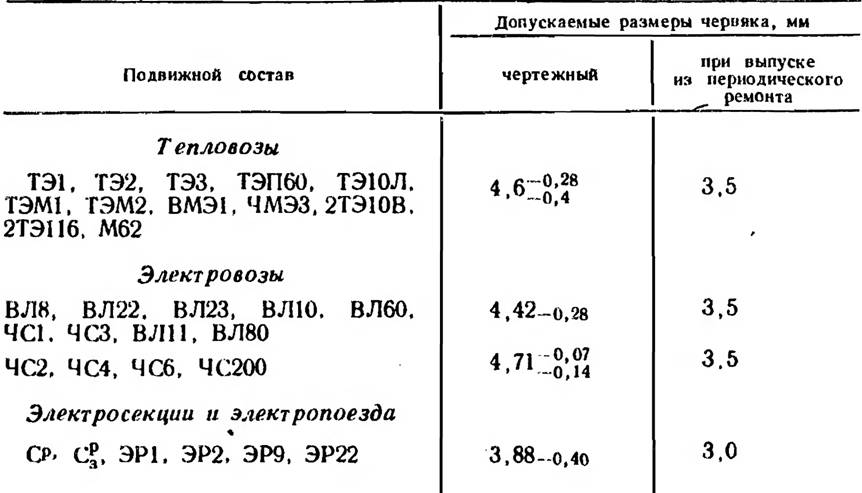
Таблица 6
Диаметр отверстия в хвостовике вала под штифт развертывают и протирают в сборе с вилкой (наконечником) до размера, указанного в табл. 5, с постановкой штифта соответствующего диаметра.
Разработанный шпоночный паз в червячном колесе и валу устраняют применением более полной шпонки. Допускается изготовлять паз по чертежным размерам на диаметрально противоположной стороне отверстия колеса или цилиндрической поверхности вала.
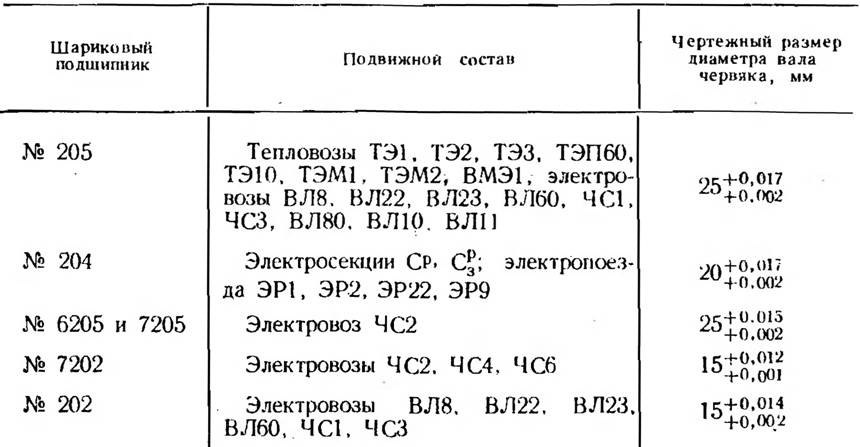
Червяк подлежит замене при наличии трещин, сколов зубьев червяка, а также при уменьшении толщины его зуба по делительной окружности (табл. 6). Изношенные шейки червяка в местах посадки шариковых подшипников восстанавливают нанесением на соответствующую шейку пленки клея ГЭН-150 (В) до чертежных размеров (табл. 7).
Разработанное отверстие в хвостовике вала червяка под штифт развертывают до размера, указанного в табл. 8, и ставят соответствующий штифт.
Таблица 8

При обнаружении трещин в гнезде подшипников и крышке редуктора их заменяют. Мелкие царапины и задиры на внутренних поверхностях крышек зачищают. Овальность посадочных мест в гнездах подшипников, а также износ и местная выработка этих поверхностей получаются вследствие проворачивания наружных колец подшипников. При износе посадочных мест более значений, указанных в табл. 9, их восстанавливают до чертежных размеров нанесением пленки клея ГЭН-150 (В).
Трещины в кронштейне редуктора заваривают. Сорванную или забитую резьбу под болты нарезают на следующий по Государственному стандарту размер.
Втулку запрессовывают в кронштейн с натягом 0,01-0,11 мм. При ослаблении посадки втулки разработанное отверстие под втулку восстанавливают наплавкой и последующей механической обработкой до чертежных размеров. При увеличении внутреннего диаметра втулки более 22,5+0,045 мм втулку заменяют и запрессовывают в кронштейн с натягом, указанным выше.
Узлы уплотнения (сальники или прокладки), вмонтированные в крышки, заменяют новыми, так как за межремонтный период войлочные кольца изнашиваются.