Возможные неисправности, их причины и методы ремонта
Наряду с механическим износом трущихся деталей тягового двигателя происходит, как указывалось выше, омыление и разжижение смазки, старение лаковых пленок, компаундов и изоляции, загрязнение и увлажнение двигателя, нарушение антикоррозийных покрытий, старение резиновых деталей и изоляции выводных кабелей.
Кроме естественного износа, несвоевременный или некачественный ремонт, дефекты заводского изготовления или некоторые внешние причины могут привести к неисправностям в отдельных деталях тягового двигателя. Наиболее характерные из возможных неисправностей (а также методы их устранения) приводятся в дальнейшем изложении.
В начале данного раздела приведена характеристика некоторых общих процессов, снижающих показатели отдельных материалов или элементов конструкции (старение лаковых пленок, компаундов и изоляции в целом, увлажнение и загрязнение, омыление и разжижение смазки), а затем уже перечисляются основные возможные неисправности двигателя в той форме, в которой они проявляются в эксплуатации: неудовлетворительная коммутация, разрушение изоляции якоря и катушек и повреждение подшипников.
Старение лаковых пленок и компаундов.
Пропитка якорей с изоляцией класса В производится в масляно-битумном лаке № 447, который не является термореактивным. При нагреве якоря до температур, близких предельным, происходит размягчение лаковой пленки. В результате совместного действия повышенной температуры и влаги в условиях вибрации и загрязнения происходит «старение» лаковых пленок, снижение их электрической прочности и разрушение лакового покрытия. Этот процесс сопровождается снижением электрической прочности изоляции якоря, ухудшением теплопередачи, снижением влагоустойчивости обмоток.
В связи с этим становятся необходимыми периодические профилактические пропитки якоря. Для того чтобы обеспечить надлежащее проникновение лака в обмотку, при профилактических пропитках обычно снимают, а после пропитки вновь накладывают бандажи на пазовых и лобовых частях обмотки.
Опыт эксплуатации якорей с изоляцией класса F и Н, пропитанных кремний-органическим лаком, еще недостаточен. Однако имеется достаточно оснований для того, чтобы утверждать, что электрическая прочность кремний-органических связующих изоляции в течение длительного времени не будет снижаться, а обмотка якоря в целом не будет снижать своих электрических свойств, влагостойкости и механических показателей. В связи с этим станут ненужными и профилактические пропитки. Однако периодически необходимо очищать поверхность якоря от пыли и грязи и восстанавливать эмалевый покров путем окраски якоря кремний-органической эмалью ПКЭ-22 (ПКЭ-19). Эти операции целесообразно выполнить в процессе первого ремонта, при котором производится снятие и разборка двигателя.
В электродвигателях с изоляцией класса В происходит также тепловое старение и механическое разрушение компаунда, которым наполняются внутренние свободные полости катушек при их компаундировании. В результате имеет место снижение электрической прочности изоляции катушек, ухудшение их теплоотдачи и снижение влагостойкости.
В связи с этим необходимо производить периодически профилактическое компаундирование катушек. Эта операция, к сожалению, должна сопровождаться снятием наружной изоляции катушек и поэтому связана с расходом дорогостоящих изоляционных материалов.
В двигателях с кремний-органической изоляцией повторная пропитка (или промазка катушек), по-видимому, не потребуется в течение длительного времени (до 10 лет и более). Однако, как и для обмотки якоря, необходимы очистка катушек от пыли и грязи и восстановление эмалевого покрова самих катушек и междукатушечных соединений путем их окраски эмалью ПКЭ-22.
Старение изоляции.
Старение и разрушение лаковых пленок в двигателях с изоляцией класса В сочетается со снижением электрической и механической прочности основной корпусной и межвитковой изоляции. Следует отметить, что допускаемые стандартами температуры для обмоток тяговых двигателей примерно на 15° превышают нормированные температуры для машин промышленного исполнения. Кроме того, в изоляции класса В допускается применение (в качестве основ, подложек и крепящих элементов) некоторого количества изоляции класса А: микалентная бумага, бумага и шелк в микабумаге и крепящие полотняные ленты и пр.
Работа двигателя на подвижном составе сопровождается периодическим увлажнением, вибрацией, частыми пусками, загрязнением, что утяжеляет условия работы изоляции.
В связи с этим при использовании двигателя на пределе его тепломощности электрическая прочность изоляции класса В непрерывно снижается и примерно через 10 лет достигает одной трети начального значения, что недопустимо для нормальной эксплуатации двигателя. Снижение электрической прочности сопровождается также резким снижением механической прочности изоляции.
Таким образом, при предельном использовании по температуре изоляция двигателя обеспечивает его работу примерно в течение 10 лет.
При снижении эксплуатационного нагрева срок службы изоляции резко увеличивается. В частности, на двигателях типа ДМП-151 для вагонов метрополитена типа А и Б при эксплуатационных температурах до 90—100° С после почти 30 лет эксплуатации изоляция находится во вполне удовлетворительном состоянии. Наоборот, при использовании двигателей ДК-207 первых выпусков в условиях больших перегрузок и недопустимых для длительной работы перегревов обмоток старение изоляции наблюдалось уже после первого года эксплуатации.
Старение изоляции проявляется и в виде понижения механической прочности изоляции. Выступающая изоляция паза, подбандажная изоляция, изоляция катушек становятся ломкими, а при чрезмерных перегревах разрушаются при нажатии и вибрации. Непрерывно понижается электрическая прочность изоляции, что кроме некоторых косвенных показателей (снижение сопротивления изоляции, повышенный ток утечки) проявляется в виде повреждения корпусной и витковой изоляции наиболее нагруженных двигателей. При возникновении подобных явлений, которые не устраняются профилактическими пропитками, необходимо заменить изоляцию обмоток всех машин данной партии, что связано, к сожалению, с перемоткой якоря и сменой изоляции катушек. Если эти явления начались до истечения десятилетнего срока эксплуатации, необходимо пересмотреть нагрузки двигателя и довести температуру его обмоток до допустимой.
Изоляция коллектора обычно подвергается меньшим нагревам, и необходимость ее замены из-за теплового старения наблюдается сравнительно редко.
Все сказанное выше относится к изоляции класса В. Производство двигателей с кремний-органической изоляциейкласса F и Н началось лишь в 1963 г., и эксплуатационный опыт по этой изоляции еще недостаточен. Изоляция этого типа состоит из стекла, слюды и кремний-органических связующих.
В проводе марки ПСД применяется также глифталевый лак. Этот провод до его пропитки кремний-органическим лаком допускает длительно температуру 150° С. —
Эти материалы практически не снижают своей электрической и механической прочности при температуре до 180° С (до 160° С для изоляции класса F1). Поэтому есть основание предполагать, что срок службы этой изоляции будет больше десяти лет. Опыт эксплуатации двигателей других серий с кремнийорганической изоляцией весьма благоприятен: старения изоляции при предельно допустимых перегревах практически не наблюдалось.
Двигатели с кремний-органической изоляцией менее чувствительны к тепловым перегрузкам, чем двигатели с изоляцией класса В. Кратковременные нагревы изоляции класса Н до 250° С практически не снижают ее электрической и механической прочности. Окончательное заключение об эксплуатационной стойкости обмоток с кремний-органической изоляцией можно будет сделать лишь через несколько лет, после накопления надлежащего эксплуатационного опыта.
Старение резиновых деталей и выводных кабелей.
Выводные кабели марки РКГМ с изоляцией из полисилоксановой резаны допускают длительно температуру 180° С, и поэтому нет основания говорить о старении этой изоляции в эксплуатационных условиях. Тем не менее эти кабели, равно как и кабели других типов, могут быть механически повреждены при неудачном их креплении и перемещении двигателя. Повреждения наружной изоляции кабеля могут быть отремонтированы путем наложения ленточной изоляции из трех-четырех слоев стекломикаленты толщиной 0,17 мм и липкой стеклоленты с перекрытием основной изоляции на 30 мм и окраски эмалью ПКЭ-22.
Все прочие марки кабелей, применяемые в серии тяговых двигателей марки ПС и ПСШ, имеют резиновую изоляцию, допускающую температуру 70° С. Температура выводных кабелей обычно не достигает этой величины. Однако температура кабелей внутри двигателя превосходит температуру охлаждающего воздуха и в некоторых типах двигателей является предельной для кабелей с резиновой изоляцией. При этом наибольшая температура наблюдается на междукатушечных кабельных соединениях со стороны выхода охлаждающего воздуха.
Изоляция внутренних кабелей марки ПС и ПСШ стареет, происходит растрескивание резины и наружной изоляции, что может привести к поверхностному перекрытию и пробою кабеля в месте его крепления к остову или щиту.
При ревизии двигателя, сопровождаемой его разборкой, необходимо осмотреть все кабельные соединения. Если изоляция кабеля имеет признаки старения, то кабель необходимо заменить. Эту операцию в некоторых типах машин приходится совместить с одновременной сменой изоляции катушек.
Для того чтобы избежать этой дорогой и сложной операции, можно в отдельных случаях отремонтировать кабель путем наложения на поврежденное место ленточной изоляции из трехчетырех слоев микаленты толщиной 0,17 мм и липкой стеклянной ленты со ступенчатым перекрытием основной изоляции на 30 мм с последующей окраской эмалью ГФ-92-ХК.
Загрязнение и увлажнение, нарушение антикоррозийных покрытий.
Периодическое увлажнение двигателя, попадание в его внутренние полости пыли, песка, грязи, щеточной пыли кроме нарушения изоляции обмоток может привести также к нарушению антикоррозийных покрытий. При разборке двигателя необходимо восстановить все антикоррозийные покрытия и в первую очередь покрытия деталей из тонколистовой стали: пружинных фланцев дополнительных полюсов, прокладок под катушками главных полюсов, крышек коллекторных люков. Возможно также нарушение гальванических покрытий, которым подвергаются мелкие стальные детали и крепежные детали диаметром до 12 мм.
Коррозия может начаться на некоторых незащищенных участках вала, что может привести даже к ослаблению вала в данном сечении. Необходимо устранить коррозию и возможность ее дальнейшего распространения путем окраски эмалью и запечки очищенного от слоев коррозии участка.
Нарушение изоляции якоря.
Нарушение изоляции якоря проявляется в форме пробоя или межвиткового замыкания обмотки якоря, пробоя коллектора или замыкания между его пластинами.
В заземленных системах (трамвай, метрополитен) пробой сопровождается немедленным срабатыванием защиты. Разрушение корпусной изоляции троллейбусного двигателя не всегда сопровождается отключением защиты и выявляется лишь при измерении сопротивления изоляции в парке.
Обычно разрушение корпусной изоляции (пробой) происходит в одном месте и не сопровождается повреждением соседних частей обмотки.
Межвитковые замыкания обмотки якоря обычно не сразу сопровождаются срабатыванием защиты, и очаг замыкания может распространиться на соседние части обмотки. Иногда межвитковое замыкание обмотки приводит к разрушению бандажей с тяжелыми последствиями для всей машины.
Нарушение изоляции между бандажами и обмоткой также может привести к замыканию обмотки якоря.
Возможные методы ремонта якоря и коллектора приведены ниже.
Замена обмотки (перемотка) якоря.
Следует различать полную перемотку якоря (со сменой всей обмотки) и частичную перемотку со сменой нескольких катушек якоря.
При полной замене обмотки необходимо снять бандажи, выбить крепящие клинья, извлечь концы катушек якоря из петушков путем удара по ним через тонкую стальную пластину со стороны торцов петушков (эту операцию для всех применяемых практически видов припоев можно производить без подогрева), после чего поднять (извлечь из паза) сначала верхние стороны катушки якоря в пределах по меньшей мере полюсного деления, а затем и нижние стороны.
Если изоляция передней и задней нажимных шайб после проверки окажется в удовлетворительном состоянии, то ее заменять не следует, в противном случае эту изоляцию нужно полностью сменить.
Перед укладкой новой обмотки пазы якоря нужно обязательно очистить и выправить с тем, чтобы новая обмотка укладывалась в пазы с нормальными зазорами, а крепящие клинья забивались бы без затруднений.
Дальнейшие операции обмотки проводятся в соответствии с основной технологией изготовления нового якоря.
При повреждении отдельных катушек якоря в эксплуатационных условиях возможна частичная перемотка якоря. Для смены одной катушки необходимо предварительно извлечь из пазов катушки якоря в пределах полюсного деления с тем, чтобы имелась возможность извлечь нижние стороны катушки. Эта операция также связана со снятием бандажей, удалением клиньев из пазов на протяжении полюсного деления, извлечением концов катушек якоря из петушков в пределах одного частичного шага обмотки, подготовкой пазов к обмотке.
После укладки обмотки в пазы, пайки концов катушек в петушках и забивки клиньев якорь подвергается пропиткам аналогично процессу нового якоря. При всех операциях, связанных с заменой обмотки, якорь предварительно тщательно очищается от пыли и грязи, а в необходимых случаях предварительно просушивается. Если удаление обмоток из паза оказывается затруднительным, то якорь целесообразно нагреть до температуры 70—80° С.
Ремонт коллектора.
Кроме механических дефектов, о которых говорилось выше, наблюдаются редкие случаи разрушения межламельной и корпусной изоляции коллектора.
При подобном повреждении ремонт коллектора весьма затруднен. Если произошел пробой переднего миканитового конуса, то его замена возможна даже без снятия коллектора с вала. Для этого необходимо на рабочую часть коллектора поверх защитного слоя гибкого миканита наложить сплошной бандаж из бандажной проволоки толщиной 1,5—2 мм с натягом 150 кГ.
После закрепления комплекта пластин можно отвернуть гайку, снять переднюю нажимную шайбу и сменить поврежденный конус. После предварительной затяжки гайки нужно подвергнуть якорь динамической формовке, подвергая якорь последовательно нагреву и вращению 2—3 раза. Перед окончательной сборкой коллектор нужно проточить и прошлифовать.
Подобным же образом, но со снятием с коробки, возможно сменить и внутренний конус (если, конечно, коллектор предварительно снять с вала).
Замена поврежденной межламельной изоляции с сохранением комплекта коллекторных пластин — весьма сложная операция. Комплект заранее стянутых стяжками пластин предварительно освобождают и осторожно заменяют поврежденную изоляционную пластину, которую потом припиливают по контуру комплекта пластин. После сборки не всегда удается обеспечить динамической формовкой надлежащую монолитность коллектора.
Восстановление защитного покрытия миканитового конуса следует производить по основному технологическому процессу.
Повреждения и ремонт катушек главных и добавочных полюсов.
В процессе эксплуатации могут наблюдаться три основных вида повреждения катушек: а) повреждение наружной изоляции, б) замыкание параллельной и последовательной обмотки, межвитковые замыкания, в) старение наполнителя (компаунда) в катушках с изоляцией класса В.
При существенном повреждении наружной изоляции производится ее полная смена и наложение новой изоляции в соответствии с указаниями на чертеже.
При незначительном повреждении наружной изоляции возможен ее частичный ремонт.
Для этой цели необходимо тщательно очистить поврежденное место и с перекрытием на основную изоляцию не менее чем на 30 мм ступенчато наложить 3—4 слоя основной корпусной изоляции с промазкой лаком № 441 при изоляции класса В или эмалью ПКЭ-22 при изоляции класса F—Н. После закрепления наложенной изоляции стеклянной лентой необходимо по возможности выровнять создавшееся утолщение на торцах катушки (в частности, путем приклейки асбестовых прокладок). Если при этом высота катушек будет чрезмерной, то придется полностью сменить всю корпусную изоляцию. Отремонтированную катушку необходимо окрасить по основному технологическому процессу.
Замыкание между катушками независимого и последовательного возбуждения, а также межвитковые замыкания не всегда сопровождаются срабатыванием защитных устройств. В то же время подобные повреждения могут весьма неблагоприятно воздействовать на работу двигателя в целом (нарушение коммутации, нормальных режимов, особенно при торможении, и пр.).
В связи с этим непрерывный контроль сопротивления обмоток и сопротивления изоляции между отдельными частями общей обмотки является совершенно необходимым.
Межвитковые замыкания последовательных обмоток из шинной меди весьма редки. Большинство замыканий наблюдалось на параллельных катушках, выполненных из проводов с изоляцией класса А.
Замыкание в катушках из шинной меди может быть устранено после снятия корпусной изоляции. При наличии замыкания в катушках параллельного возбуждения их практически необходимо заменить новыми. Поврежденная изоляция между последовательной и параллельной катушками должна быть заменена новой.
После восстановления внутренней изоляции катушки следует изолировать и пропитывать по основному технологическому процессу.
Неисправности в коммутационном устройстве.
Эти неисправности проявляются в виде неудовлетворительной коммутации. В предельном случае искрение на коллекторе может перейти в круговой огонь.
Неисправности коммутационного устройства могут быть выявлены либо при непосредственном наблюдении за коллектором работающего двигателя, либо в процессе очередного осмотра коллектора двигателя в парке (депо).
При нормальной коммутации на коллекторе не должно быть следов обгаров, а поверхность коллектора, обычно темно-коричневого цвета, должна быть покрыта шлифом. Некоторые парки производят без особой на это надобности чистку коллектора и удаляют с его поверхности шлиф.
Эта операция вредна, так как созданный на поверхности коллектора шлиф способствует уменьшению потерь на коллекторе, уменьшает износ щеток и коллектора и благоприятно влияет на коммутацию.
Если при осмотре на поверхности коллектора будет отсутствовать нормальный шлиф и будут обнаружены следы обгаров, а тем более оплавлений, являющихся следствием круговых огней, то это свидетельствует о неудовлетворительной коммутации.
Заявки водителя о частом срабатывании защиты и о том, что в процессе движения ощущались перебросы на коллекторе, также требуют срочной ревизии двигателя и устранения причин неудовлетворительной коммутации.
Следует особо отметить, что непринятие своевременных мер для устранения дефектов коммутационного устройства может привести к тяжелым последствиям, так как повышенное искрение может перейти в круговой огонь, который повреждает не только поверхность коллектора, но и пайку петушков, вылет миканитового конуса, щеткодержатель и изоляторы кронштейна.
Тяжелые и многократные круговые огни, повредив поверхность обмотки якоря, могут достичь бандажа, крепящего обмотку якоря.
Наблюдались случаи, когда в результате воздействия кругового огня происходила размотка бандажа с повреждением якоря и катушек.
Среди многих факторов, отрицательно влияющих на коммутацию двигателя, следует выделить следующие основные, которые могут существенно ухудшить работу коммутационного аппарата.
а) Применение щеток не надлежащей марки.
В единой серии тяговых двигателей в настоящее время применяются щетки марки ЭГ-2А и ведутся работы по применению щеток ЭГ-74 (эти испытания еще не закончены). К сожалению, ряд парков и депо произвольно применяют щетки других марок, которые в большинстве случаев не соответствуют коммутационным условиям данного типа двигателя.
Применение слишком мягких щеток может привести к быстрому загрязнению коллектора и двигателя в целом, а применение слишком твердых щеток может способствовать быстрому износу коллектора. Применение щеток с малым переходным сопротивлением между щеткой и коллектором обычно ухудшает коммутацию, а увеличение переходного сопротивления приводит к увеличению переходных потерь и нагрева коллектора.
Применение любых новых марок щеток даже заводом-изготовителем может быть допущено лишь после тщательных исследований как на стенде, так и в эксплуатации.
Применение щеток не надлежащего качества является одним из основных факторов, отрицательно влияющих на коммутацию двигателя.
Если обнаружены какие-либо дефекты на коллекторе, работающем на марке щеток, не рекомендованной заводом-изготовителем, то дальнейшую эксплуатацию на щетках этой марки надо немедленно прекратить.
Возвращение к регламентированной марке щеток в большом числе случаев восстанавливало нормальные условия работы коллектора.
б) Дефекты поверхности коллектора.
К этим дефектам относятся: нарушение цилиндрической формы (биение) коллектора, выступание отдельных пластин, неравномерная выработка коллектора, выступание межламельной миканитовой изоляции.
Биение коллектора и выступание отдельных пластин является обычно следствием либо превышения скорости экипажа над предельно допустимой, либо результатом некачественного изготовления коллектора.
Как указывалось выше, биение коллектора выше 0,06— 0,07 мм уже может привести к расстройству коммутации. Выступание одной (или нескольких) коллекторных пластин над соседними на величину 0,015—0,02 мм уже ощутимо влияет на коммутацию и износ щеток. Выступание отдельной пластины обычно проявляет себя появлением темной полосы (продукты износа щеток) на соседних пластинах.
Коллекторы, на которых обнаружено биение или выступание отдельных пластин, подлежат немедленному ремонту. Перед проточкой необходимо подтянуть коллекторы методом, описанным ниже. Неравномерная выработка коллектора является обычно следствием применения разных по качеству соседних щеток или неодинакового давления на щетки. Коллекторы с неравномерной выработкой подлежат проточке.
При равномерной выработке в зоне, находящейся под щеткой (в рабочей зоне), происходит износ коллектора. В связи с этим диаметр рабочей части уменьшается и при сменах щеткодержателя может оказаться, что щетка находится одновременно на изношенной рабочей части и на неизношенной (крайней) части, что является нежелательным. В связи с этим при износе рабочей части более чем на 0,25 мм (на сторону) желательно проточить и прошлифовать всю цилиндрическую поверхность коллектора.
Выступание межламельной изоляции не должно иметь места в эксплуатации, так как профилактическая продорожка коллектора должна производиться, когда изоляция между пластинами не доходит до наружной поверхности пластины на 0,5 мм.
Если все же коллекторный миканит будет (из-за недосмотра) выступать над медными пластинами, то коллектор с подобным дефектом должен быть немедленно подвергнут исправлению (продорожка коллектора, проточка и шлифовка по основному технологическому процессу).
Очевидно, что все операции по исправлению коллекторов путем их проточки или продорожки межламельной изоляции должны производиться после разборки двигателя.
Если ремонт двигателя вызван наличием биения коллектора или выступанием отдельных коллекторных пластин, то есть основания полагать, что первоначальная запрессовка коллектора оказалась недостаточной и последующие давления на отдельные детали коллектора превысили первоначальные усилия при его прессовке, что привело к необратимым деформациям (сжатие миканитового конуса и межламельной изоляции).
Если действительно подобное явление имело место, то ограничиваться одной только проточкой коллектора недостаточно, так как при отсутствии надлежащей запрессовки деталей возможно появление повторных дефектов.
В этом случае целесообразно произвести повторную подтяжку коллектора. Эта операция может быть выполнена следующим образом.
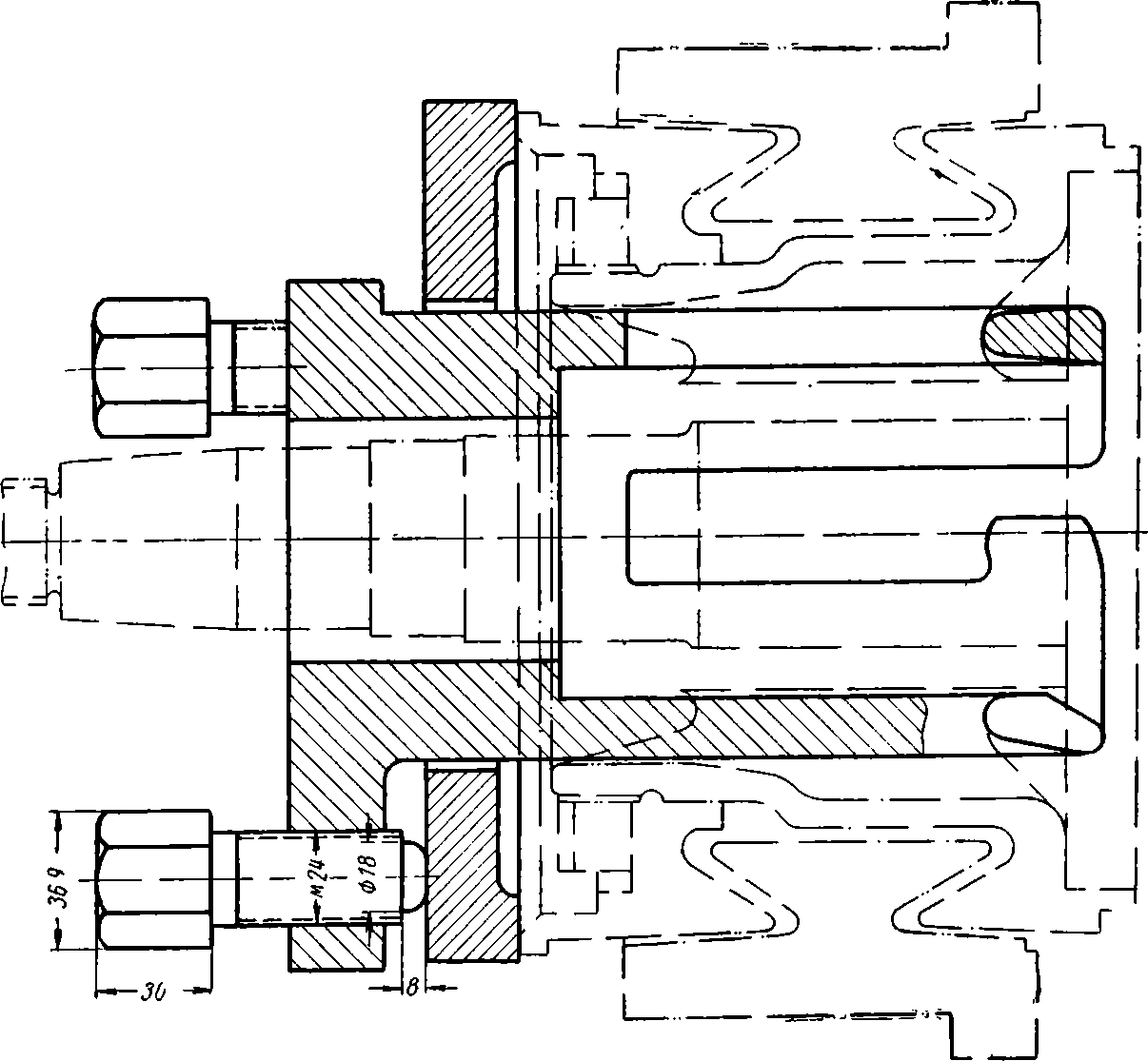
Рис. 96. Приспособление для подтяжки коллектора
Подтяжка коллектора на холодном якоре осуществляется путем перемещения гайки коллектора специальным ключом, входящим в торцовые прорези гайки.
Лучший результат дает подтяжка коллектора с помощью приспособления (рис. 96).
Перед подтяжкой коллектора якорь желательно подогреть до температуры 100—120° С, затем вставить в коробку коллектора оправку с надетой на нее шайбой и ввести оправку в зацепление с ребрами коллекторной коробки. Давление на нажимной конус коллектора создается тремя болтами, которые упираются в шайбу.
Торцовая, упорная часть болта, а также резьба болта должны быть смазаны консистентной смазкой. Болты следует подтягивать равномерно, чтобы исключить перекос.
Во избежание повреждения приспособления или коллектора длина рукоятки ключа не должна превышать 300 мм.
После приложения давления с помощью приспособления гайка коллектора затягивается и контрится специальным штифтом в высверловке нажимного конуса.
Подтянутый коллектор протачивается с контролем чистоты поверхности (ν 8) и радиального биения.
Если вспышки или круговые огни на коллекторе явились следствием каких-либо внешних причин (а не биения коллектора, выступания пластин или повреждения обмотки якоря), то исправление поверхности коллектора может быть проведено без разборки двигателя и снятия его с подвижного состава.
Эта операция может быть проведена следующим образом. Предварительно чистой тряпкой, слегка смоченной в бензине, должна быть удалена копоть и грязь как на поверхности самого коллектора, так и на выступающем миканитовом конусе и прилегающей к коллектору лобовой части обмотки якоря. При этом щетки должны быть подняты, а при необходимости сняты и щеткодержатели.
Далее, соблюдая осторожность, необходимо личной пилой удалить с поверхности коллектора и корпусов щеткодержателей капельки металла, восстановить закругления пластин на торцах коллектора и в канавке у петушков.
Необходимо при помощи специальных крючков прочистить межламельную изоляцию, восстановить закругление пластин и тщательно зачистить поверхность коллектора, не допуская при этом чрезмерного (более чем на 5—7 мк) углубления отдельных пластин.
При необходимости эту операцию следует повторить дважды. Возможно, что при этом окажется необходимым повернуть якорь путем небольшого перемещения вагона.
После тщательной прочистки коллектора необходимо вновь протереть его тряпкой, слегка смоченной в бензине. После восстановления поверхности коллектора надлежит установить щеткодержатели, опустить и тщательно притереть щетки, продуть двигатель сухим сжатым воздухом.
Завершающей операцией является восстановление эмалевого покрытия на миканитовом конусе, торцах коллектора и прилегающей к коллектору лобовой части обмотки якоря.
В зависимости от класса изоляции покрытие производится эмалью ГФ-92ХК при изоляции класса А и В и эмалью ПКЭ-22 при изоляции класса F и Н. Эмаль наносится кистью, равномерным слоем, желательно 2 раза.
Время сушки эмалевого покрытия не менее 24 ч до прекращения отлипа.
После первого же дня эксплуатации необходимо вновь тщательно осмотреть коллектор и убедиться в том, что проведенные мероприятия оказались достаточными для исправной работы коллектора и двигателя.
Дефекты токоснимающего устройства. Коммутация двигателя может быть резко ухудшена при снижении давления на одну или несколько щеток, так как при сниженном давлении возможно ухудшение контакта между щеткой и коллектором при повышенных вибрациях, проезде увеличенных стыков, выбоин пути и пр.
Хотя в тяговых двигателях единой серии применяются четыре щеткодержателя (что резко снижает возможность одновременного отскакивания обеих параллельных групп щеток при ударах и вибрациях), снижение удельного давления на щетку ниже 200 Г/см2. следует считать крайне нежелательным; снижение удельного давления ниже 200 Г/см2 может привести к расстройству коммутации.
Ухудшение коммутации (кроме снижения давления на щетку) может быть вызвано также повышенными зазорами между щеткой и гнездом щеткодержателя, когда в реверсивном режиме каждое изменение направления вращения приведет к смещению и плохому прилеганию щетки к коллектору.
Однако и при постоянном направлении вращения зазор между щеткой и щеткодержателем не должен превосходить значений, приведенных выше.
На коммутацию двигателя, нагрев щеток и коллектора отрицательно влияют также неточная (с перекосом, не радиальная) установка нажимного пальца на щетке, нарушение контакта нажимной планки и разрушение шунтирующего кабеля от нажимного пальца к корпусу щеткодержателя и заедание нажимного механизма.
Выявленные недостатки токоснимающего устройства должны быть немедленно устранены.
На щетках размером 16X32 применены шунтирующие кабельки от щеток к корпусу щеткодержателя. Применение этих кабельков снижает нагрев якоря и коллектора на 3—5° и уменьшает электрический износ гнезда щеткодержателя.
С другой стороны, наличие шунтирующего кабелька затрудняет смену щеток. При неудовлетворительном закреплении кабелька в теле щетки возможно выскакивание этого кабелька и даже его соприкосновение с корпусом.
Поэтому во всех случаях, когда двигатель не используется по тепломощности, возможно применение щеток без шунтирующего кабелька.
При эксплуатации щеток с кабельками необходимо следить за их исправным состоянием с тем, чтобы не создавать дополнительных трудностей в работе токоснимающего аппарата.
Устранение дефектов в токоснимающем устройстве включает следующие основные операции.
Замена изношенных или поврежденных щеток, а также щеток несоответствующей марки является простой операцией и не требует особых пояснений. После смены необходимо тщательно притереть щетки и продуть полость коллектора сжатым сухим воздухом.
Для регулирования давления на щетку необходимо снять щеткодержатель, вытащить шплинт, крепящий регулировочный барабан, и, постепенно перемещая барабан в нужном направлении, установить необходимое давление, вновь вставить и развести шплинт. После этой операции должен быть сохранен зазор между витками, обеспечен выем неизношенной щетки и нажимное устройство должно перемещаться свободно, без трения витков. Если эти требования не соблюдены, то пружина должна быть заменена новой с надлежащей характеристикой.
Шунтирующий плетеный кабель от нажимного пальца к корпусу щеткодержателя, у которого вследствие неудачного закрепления и трения о другие детали начались обрывы жилок, практически не может быть отремонтирован и подлежит замене. Если плетеный кабель подобного сечения не может быть получен от завода-изготовителя, то он может быть изготовлен на месте из провода марки ПЩ. Изношенный в пределах 1—1,5 мм сухарь может быть вновь опилен по дуге, заклепки должны быть запилены заподлицо. Желательно залудить всю поверхность сухаря. При большем износе сухарь подлежит смене. Перекос нажимного устройства и пружины (кроме дефектов сборки) обычно вызывается износом корпуса щеткодержателя (отверстия диаметром 12 мм), оси и втулки. При появлении чрезмерных зазоров возможен отжим пружины и ее перекос. В этом случае целесообразно изготовить новые оси и втулки с несколько увеличенными диаметральными размерами, а корпус щеткодержателя по отверстию диаметром 12 мм развернуть до ближайшего диаметра строго параллельно большой стороне гнезда под щетку. При износе фибровых шайб последние подлежат замене.
Кроме отдельных случайных повреждений (износ направляющих нажимной пружиной, оплавление круговым огнем, трещины в корпусе) основным видом износа и повреждения щеткодержателя является износ гнезда (направляющих) щетки и превышение размеров 12,5+0,1 и 16+0,1, а также 64+°’3 над предельно допустимыми. Важно отметить, что во всех случаях, когда при повреждении или износе щеткодержателя имеются опасения за его механическую прочность, щеткодержатель должен быть немедленно сменен, ибо поломка щеткодержателя может привести к тяжелой аварии двигателя в целом. Выработка, иногда неравномерная, боковых стенок гнезда щеткодержателя является результатом электрической эрозии и трения щеток. Этот процесс весьма неравномерен. Отдельные щеткодержатели работают десятки лет, а на некоторых этот дефект обнаруживается уже в первые годы эксплуатации. Самым радикальным методом ремонта является смена корпуса. Однако дефицит запасных щеткодержателей и сложность изготовления корпуса побуждают работников эксплуатации применять различные методы восстановления изношенных щеткодержателей. В частности, после выравнивания плоскостей окна пытаются выдержать нужный его размер путем обжатия, шоопирования, лужения и наплавления с последующей обработкой. При всех этих операциях нужно иметь в виду, что прочность корпуса не должна быть снижена, а контактные поверхности, соприкасающиеся со щеткой, не должны быть ухудшены.
Неудовлетворительная коммутация и чрезмерное загрязнение могут вызвать перекрытие изолятора с нарушением глазурованного слоя и даже разрушение изолятора. Подобные изоляторы подлежат смене. Для этой цели необходимо снять кронштейн, нагреть его до температуры 70° С (желательно), после чего снять (а если это невозможно, то разбить поврежденный изолятор) и надеть новый изолятор. Плотная посадка нового изолятора, имеющего сравнительно широкие допуски по внутреннему диаметру, должна быть обеспечена регулированием толщины изоляционной трубки и заливкой битумом. Другие неисправности кронштейна и, в частности, пробой пальца — явление весьма редкое. Смена пальцев должна проводиться в соответствии с основным технологическим процессом его изготовления.
Обрыв в обмотке якоря или выплавление одного из проводников якоря в петушках коллектора приводит к разрыву одной из параллельных цепей волновой обмотки якоря. При вращении якоря щетки в какой-то момент времени замыкают накоротко поврежденную катушку якоря и восстанавливают обе параллельные цепи обмотки. При дальнейшем перемещении коллектора вновь происходит разрыв параллельной цепи обмотки якоря. Этот разрыв сопровождается значительной дугой, которая разрушает изоляцию между теми коллекторными пластинами, которые расположены у места разрыва цепи. При этом происходит также оплавление самих пластин. Место обрыва таким образом резко обозначается на коллекторе, и работа якоря с нарушением цепи его обмотки может быстро привести к серьезному повреждению коллектора (а также самой обмотки). Якорь, в котором имеет место нарушение пайки обмотки якоря в коллекторе или повреждение (обрыв) самой обмотки, подлежит немедленному ремонту.
Несоответствие коммутирующего поля значению реактивной
э. д. с. может быть следствием неправильной установки дополнительных полюсов и щеткодержателей.
При сборке двигателя после ремонта необходимо также следить за правильной установкой немагнитных прокладок между сердечником добавочного полюса и ярмом. Нарушение нормальной компенсации реактивной э. д. с. может произойти также (подобные случаи крайне редки) при замыкании витков катушки добавочного полюса. С целью проверки качества коммутации после ремонта и повторной сборки двигателя во всех неясных случаях целесообразно проверить качество коммутации путем снятия пограничных точек безыскровой работы при номинальном токе. В процессе эксплуатации должны быстро устраняться и другие возможные причины расстройства коммутации: чрезмерное загрязнение, попадание на поверхность коллектора абразивных частиц и пр. При надлежащем качестве изготовления и последующего обслуживания коммутация двигателя не должна вызывать затруднений в эксплуатации, и срок службы коллектора должен быть не менее десяти лет.
Повреждения вала.
Износ посадочных мест вала имеет место после многократных снятий подшипников и крепящих втулок. Если натяг втулок можно обеспечить их выполнением с соответственно уменьшенным посадочным отверстием, то при ослаблении посадки вала под внутренними кольцами подшипников практически необходимо заменять вал новым.
Наблюдаются также случаи повреждения вала при провертывании внутренних колец подшипников, а также муфты, насаживаемой на ведущий конический конец вала. И в этих случаях обычно необходимо произвести замену поврежденного вала.
Как уже указывалось, исправление ведущего конического конца вала путем его наплавки может привести к ослаблению его прочности и не может быть рекомендовано. В отдельных случаях может быть применена металлизация (шоопирование) с нанесением сплошного плотного слоя.
В эксплуатации наблюдались также отдельные случаи повреждения резьбы для торцового закрепления упорного кольца роликового подшипника, а также резьбы на конце вала.
Ослабления посадок нажимных шайб коллектора и пакета якоря практически не наблюдалось.
Таким образом, ремонт вала путем его исправления (металлизация) может проводиться в весьма редких случаях. Основным видом ремонта якоря с поврежденным валом следует считать замену (перепрессовку) вала.
Замена (перепрессовка) вала.
В процессе эксплуатации может возникнуть необходимость замены вала двигателя. Хотя двигатели последней конструкции выполнены без коробки (втулки) якоря, замена вала путем перепрессовки допустима при соблюдении определенных условий. Коробка коллектора напрессовывается до упора во втулку якоря и сопрягается с кольцевой заточкой на шайбе. В связи с этим задняя нажимная шайба, пакет якоря, передняя нажимная шайба и коробка (втулка) коллектора сжаты в единый пакет.
Перепрессовка вала может производиться следующим образом. Якорь устанавливается горизонтально на гидравлический пресс таким образом, чтобы пакет якоря лежал на специальной опоре, а задняя нажимная шайба упиралась в неподвижный стол пресса.
После установки производится выпрессовка поврежденного вала путем давления на торец вала со стороны коллектора. Обычно усилие при этой операции достигает 40 т.
Немедленно после выпрессовки поврежденного вала производится запрессовка нового вала. Для этого сердечник вместе со столом, на котором он установлен, поворачивается на 180° так,, чтобы сердечник упирался в неподвижный стол пресса коробкой коллектора (ни в коем случае не нажимным конусом).
После этого вставляется новый вал и запрессовывается до упора выступающего бортика вала в заднюю нажимную шайбу. Конец операции запрессовки обычно устанавливается по резкому увеличению запрессовочного давления. После запрессовки необходимо проверить правильность положения вала по контрольному размеру от среза вала со стороны коллектора до петушков или торца коллектора.
Операция прессовки может производиться также на вертикальном прессе с поворотом сердечника после выпрессовки поврежденного вала.
Данную операцию необходимо выполнять особо тщательно. Неправильные действия при распрессовке и запрессовке могут привести к нарушению монолитности пакета и повреждению обмотки.
После замены вала якорь и двигатель должны быть подвергнуты контрольным испытаниям.
Повреждение подшипников.
Повреждение подшипника является следствием либо его естественного износа, либо преждевременного (аварийного) износа или поломки отдельных его деталей.
При естественном износе происходит увеличение радиальных и частично аксиальных зазоров между шариками, роликами и кольцами подшипника. Когда же зазоры достигнут предельных значений, подшипник подлежит замене. Смена подшипника производится также при чрезмерном износе сепаратора.
Преждевременные повреждения подшипников обусловлены как качеством самих подшипников, так и дефектами их монтажа или применением некачественной смазки, а также недостатком смазки или в отдельных случаях чрезмерным наполнением смазкой подшипниковой полости.
Обычно эти преждевременные повреждения сопровождаются появлением пятен износа на шариках, роликах или кольцах. В дуплексных подшипниках 3086313, как уже указывалось, недостаточная затяжка внутренних колец может привести к сдвигу шарика с беговой дорожки и быстрому повреждению подшипника.
В наиболее тяжелых случаях происходит разрушение подшипника, которое может сопровождаться даже повреждением
якоря. Надлежащим осмотром и уходом необходимо всемерно исключить возможность такого повреждения. Внешнее повреждение подшипника проявляется в виде повышенного шума, стука или чрезмерного нагрева. Повреждение подшипника выявляется как водителями, так и ремонтным персоналом.
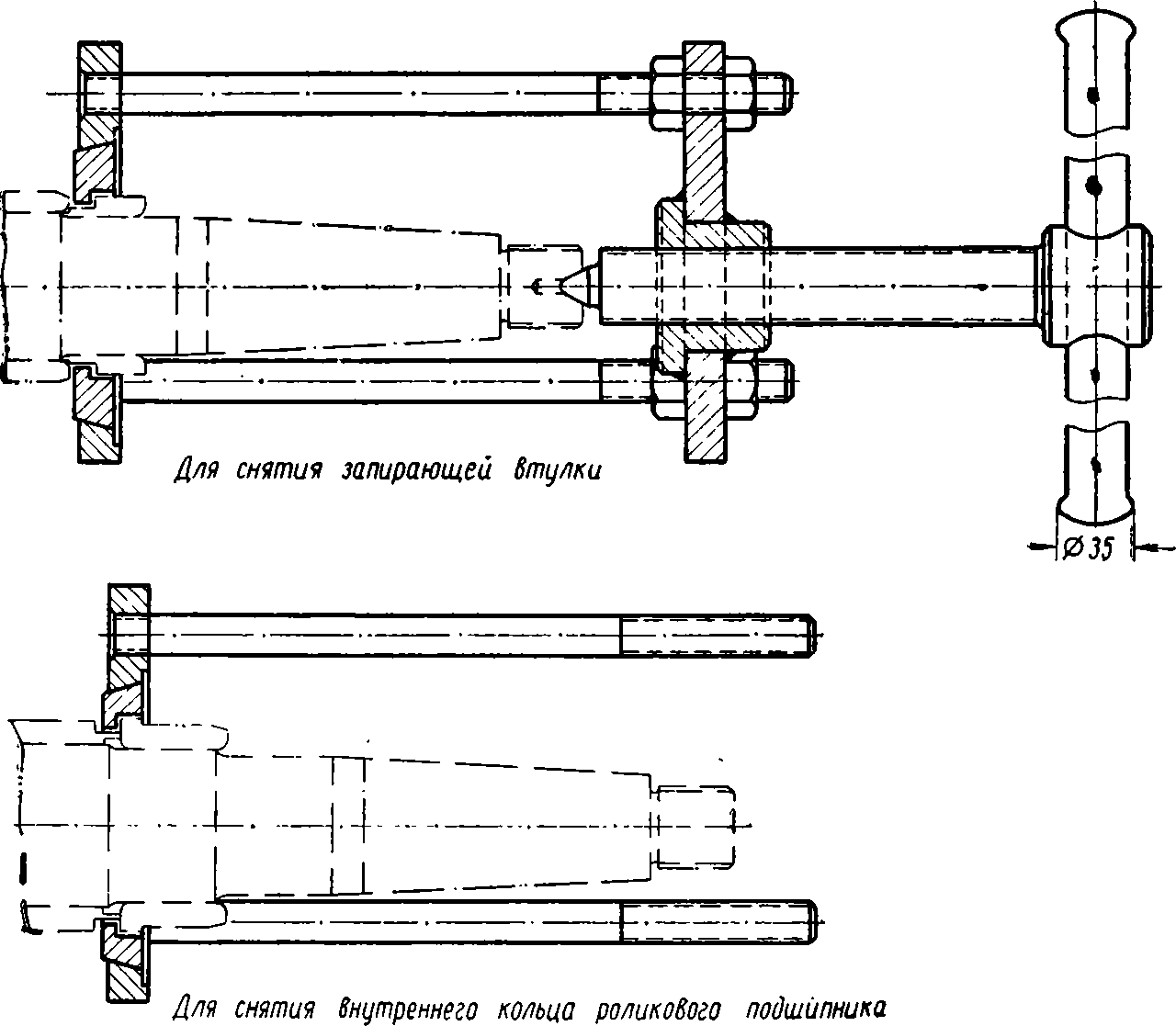
Рис. 97. Стяжка для снятия подшипников
Во всех случаях, когда дальнейшая безотказная работа подшипника вызывает сомнения, его необходимо сменить с тем, чтобы избежать наиболее тяжелых повреждений якоря и второго подшипника.
Независимо от состояния подшипника (даже если он исправен) необходимо периодически производить замену смазки (см. ниже).
Смена шариковых и роликовых подшипников.
Для смены шариковых подшипников необходимо разобрать двигатель, установить якорь горизонтально и при помощи приспособления (стяжек), струбцин (рис. 97) снять подшипники, предварительно сняв упорные втулки при помощи аналогичных стяжек.
После разборки двигателя внутренние кольца роликовых подшипников остаются на якоре, а наружная обойма с комплектом роликов — в щите.
Для снятия внутреннего кольца необходимо предварительно удалить при помощи струбцин наружную запорную втулку, а затем и само кольцо.
В некоторых случаях внутреннее кольцо невозможно снять стяжным приспособлением. Неподдающееся кольцо можно быстро разогреть при помощи специального кольцевого индуктора. После разогрева кольцо легко снимается с вала. Наружная обойма роликового подшипника легко выпрессовывается из открытого щита (с отъемными лабиринтными крышками).
В двигателях типа ДК-108 внутренние крышки подшипников являются частью подшипникового щита, что затрудняет выпрессовку наружного кольца роликового подшипника. При подобной конструкции щита выпрессовка наружной обоймы подшипника производится струбцинами особой конструкции.
Ремонт вентиляторов и крышек.
В эксплуатации наблюдаются единичные случаи ослабления крепления силуминового диска к стальной втулке вентилятора. Для устранения этого дефекта необходимо снять вентилятор вала при помощи специального приспособления, которое закрепляется на резьбовой части втулки, удалить все или отдельные ослабевшие заклепки и вновь приклепать диск втулки, предварительно нагрев заклепки до температуры вишневого каления. Образование головок заклепок необходимо производить на прессе с усилием порядка 1—2 т, причем диск и втулка должны быть предварительно сжаты временными болтами. При некоторых условиях возможна коррозия литого диска. Если такая коррозия обнаружена и она еще не нарушила механической прочности диска, то после удаления следов коррозии необходимо окрасить диск эмалью печной сушки.
При длительной эксплуатации наблюдается старение материала силуминового диска и снижение его механических свойств. В связи с этим необходимо после 5—10 лет работы контролировать один из дисков по структуре и механическим свойствам металла. При существенном старении металла целесообразно произвести профилактическую замену дисков на новые.
При отливке дисков необходимо тщательно контролировать их качество. Диски вентиляторов для двигателей метрополитена подвергаются рентгеноскопии, чем обеспечивается повышенный срок их службы.
При смене вентиляторов необходимо следить за тем, чтобы расстояние от обмотки якоря до вентилятора составляло не менее 10 мм, был обеспечен надлежащий зазор до межкатушечных соединений, а лопатки находились бы против выхлопных отверстий со сдвигом переднего и заднего дисков относительно этих отверстий не более 3—4 мм.
Крышки коллекторных люков с войлочным и резиновым уплотнением и их замки подвергаются сильному загрязнению и ударам посторонних предметов. Частые съемы этих деталей могут привести к повреждению уплотнений и самих деталей. Необходимо тщательно следить за состоянием деталей уплотнений и своевременно их заменять. Ряд работников парков высказывается в пользу резиновых уплотнений, которые могут быть прикреплены к крышке путем приклейки или при помощи заклепок и скобочек.
Исправление других защитных деталей — сеток, крепежных деталей и козырьков — не нуждается в особых пояснениях.