Катушки главных полюсов.
В зависимости от применяемой марки провода различают два основных типа катушек главных полюсов: катушки из голой шинной меди и изолированного провода.
Из голой шинной меди изготовляют последовательные катушки (кроме катушек двигателей ДК-254 и ДК-258, которые изготовляются из прямоугольного изолированного провода). Из провода изолированного марок ПСД и ПСДТ (в двигателях ДК-202, ДК-256—ПБД и ПЭЛБО) изготовляются катушки параллельного возбуждения (а также последовательные катушки двигателей ДК-254 и ДК-258).
В современной серии двигателей применяются катушки смешанного возбуждения, состоящие из последовательной и параллельной катушек, которые изолированы друг от друга и объединены общей изоляцией относительно корпуса.
Изготовление катушек из голой шинной меди.
Эти катушки выполняются одно- и двухслойными. Соответственно этим конструктивным особенностям строится и технологический процесс. Он включает намотку катушек, изолировку, пропитку (компаундирование) и отделку.
Намотка катушек производится на станках с горизонтальным валом и специальными приспособлениями.
Процесс намотки двухслойных катушек с изоляцией класса В. Бухту с медью устанавливают на стойку, затем отступают от конца бухты на 0,5 м и перегибают медь согласно указаниям на чертеже и зачищают место перегиба от заусенец пилой.
Далее закладывают в шаблон для намотки закладное кольцо, после чего закладывают перегнутую часть меди в шаблон и заправляют медь в натяжные плашки.
При этом изолировать один виток, если есть указание в чертеже, и проложить межвитковую изоляцию.
Первый слой катушки наматывают, прокладывая одновременно межвитковую изоляцию. При укладке изоляции необходимо следить, чтобы не было сдвигов и надрывов ее.
Вспученности меди рекомендуется подбивать молотком через фибровую деревянную или металлическую подбойку.
В случае недостаточной длины меди необходимо припаять конец другой бухты на сварочном трансформаторе, не допуская больше одной пайки в одном слое катушки.
Пайка медных шин может производиться медно-фосфористым припоем ПМФ следующим образом.
Свариваемые концы обмотки наложить один на другой (в нахлест) на длину 15—20 мм. Между концами проложить пластинку припоя, посыпанную бурой или смоченную в растворе буры в воде. Соединенные таким образом концы поместить между угольными электродами сварочного трансформатора, плотно сжать их и включить ток. Место пайки следует разогреть до плавления припоя и заполнить им стык между концами шин. Затем отключить трансформатор. После остывания и затвердевания припоя отсоединить электроды и, не давая спаю остыть, поместить шины на стальную плиту и быстро расплющить место спая до исходной толщины, после чего обрубить и зачистить стык до размеров основной шины.
Расклепка в холодном состоянии ввиду хрупкости припоя МПФ не допускается.
Аналогично проводится припайка выводных пластин к шине обмотки. Между выводной пластиной и шиной прокладывается пластинка припоя, смоченная флюсом. Место пайки сжимается электродами трансформатора. После включения тока, разогрева места пайки, плавления припоя и заполнения зазоров пайка считается законченной. После охлаждения место пайки при необходимости должно быть подвергнуто опиловке.
Изолировка предпоследнего или последнего витка производится согласно указанию на чертеже. Подкладывать изоляцию под предпоследний виток и крепительную скобу согласно указаниям на чертеже.
В случае если крепительная скоба устанавливается после выводной пластины, последняя припаивается на станке по особой инструкции.
Далее отрезать медь от катушки, зачистить заусенцы в месте отрезки меди.
Для намотки второго слоя катушки шаблон перевертывают к планшайбе противоположной стороной и вынимают закладное кольцо.
Затем следует спаять конец меди катушки с медью бухты согласно инструкции на пайку шинной меди и заправить медь в натяжные плашки, изолировав место перехода одного слоя в другой, а также один виток второго слоя, если есть указание на чертеже.
Намотать второй слой катушки, прокладывая одновременно межвитковую изоляцию.
Изолировать последний или предпоследний виток и положить на него, изоляцию и крепительную скобу.
Спаять конец последнего витка с крепительной скобой, отрезать медь и зачистить заусенцы в месте отрезки меди.
Снять катушку со станка, перевязать ее в нескольких местах киперной лентой.
Испытать катушку на отсутствие межвитковых замыканий.
Припаять выводы к катушкам согласно чертежу.
Проложить между слоями катушки изоляционные прокладки согласно чертежу и подрезать выступающие края изоляции по контурам катушки.
Процесс намотки однослойных катушек с изоляцией класса В.
Установить бухту с медью на стойки, припаять к меди внутренний вывод согласно чертежу, закрепить конец меди на шаблоне и заправить медь в натяжные плашки.
Изолировать один виток, если есть указание в чертеже, проложить межвитковую изоляцию и намотать катушку аналогично первому слою двухслойной катушки.
Испытать катушку на отсутствие межвитковых замыканий на установке по инструкции на испытание катушек и припаять выводы к катушкам.
Изолировка, пропитка и компаундирование катушек.
При пропитке и компаундировании катушек особое внимание должно быть обращено на обеспечение монолитности катушки.
Основа пропитывающего состава должна заполнить все пустоты внутри катушки (между витками, а также между изоляцией и обмоткой). Должна быть обеспечена надлежащая цементация витков и изоляции. Наружная изоляция должна плотно без каких-либо воздушных промежутков прилегать к обмотке. Необходимо всегда учитывать то обстоятельство, что наличие воздушного зазора между наружной изоляцией и обмоткой может привести к резкому ухудшению теплоотдачи и увеличению перегрева (при особо плохом прилегании до 20—40° С и более).
При выборе технологического процесса проверяется заполнение катушки основой лака, эмалями или компаундом. Конечные результаты процесса должны быть проверены по результатам длительного теплового режима. Превышение перегревов катушек над уровнем перегревов монолитных катушек свидетельствует о неудовлетворительном заполнении катушки, отставании изоляции от обмотки и т. п.
Эти замечания в известной мере относятся и к обмотке якоря.
При пропитке катушек в кремний-органическом лаке необходимо принять меры для сохранения изоляции выводных концов. Наличие хрупкой лаковой пленки на поверхности кабеля может легко привести к повреждению кабеля. В связи с этим при пропитке на выводные кабели (со снятой оплеткой) накладывается временная лента. После пропитки и выполнения междукатушечных соединений на выводные кабели накладывается дополнительная изоляция.
Изолировка и пропитка катушек с изоляцией класса В.
Подложить под выводы изоляционные прокладки согласно указаниям на чертеже и закрепить их лентой.
Углы уступов между слоями и неровности по всей поверхности катушки тщательно выровнять замазкой. Перед изолировкой высоту катушки (если требуется) выровнять прокладками, как указано на чертеже. Катушку изолировать одним слоем ленты.
Далее катушку обмотать вместе с выводами одним слоем временной киперной ленты с нахлестом 2—3 мм, а выводные кабели в полуперекрытие.
Пропитать катушку первый раз в компаунде № 225Д. Процесс компаундирования ведется в автоклавной установке с емкостью котлов 0,6 м3 с электромасляным или иным обогревом.
Компаундная масса в автоклаве должна иметь температуру размягчения 98—103° С и пропитывающую способность не менее 15 листов на перкале.
Указанные показатели компаунда поддерживаются добавлением компаунда-разбавителя.
Компаундную массу контролировать на температуру размягчения ежедневно, на пропитывающую способность через день. Каждый раз после добавления в мешалку компаунда или компаунда-разбавителя контролировать температуру размягчения и пропитывающую способность компаундной -массы.
Добавление в мешалку компаунда и разбавителя производят при температуре 173—185° С, длительно перемешивая. При этом следят за тем, чтобы компаундная масса не загрязнялась и не реже 2 раз в месяц производилась чистка автоклава, мешалки и люлек. Температура масла в электронагревательном котле должна быть 195—200° С, а катушек к концу сушки — не менее 120° С.
Пропитка катушек компаундом должна проходить при температуре 160° С.
Процесс компаундирования можно вести в следующей последовательности.
Заложить катушки после первой изолировки в люльку автоклава так, чтобы ко всем поверхностям их был обеспечен свободный доступ компаундной массы. Для этого один слой катушек отделить от другого прокладками, обеспечивающими зазор между катушками 10—15 мм.
Вес катушек (по меди), загружаемых в люльку, не должен превышать 450 кг; при этом уровень загрузки катушек должен быть ниже воздухопровода не менее чем на 300 мм.
Люльку с катушками установить в автоклав, неплотно закрыв его крышкой с зазором 10—20 мм. Сушить катушки следует в течение 6 ч.
Затянуть болтами крышку автоклава, дать вакуум не менее 600 мм. рт. ст. и сушить катушки под вакуумом в течение 2 ч.
Не снимая вакуума, пустить в автоклав массу из мешалки; масса должна быть хорошо перемешана и иметь температуру 175—185° С.
Наполнить автоклав массой следует так, чтобы после осадки масса покрывала катушки не менее чем на 50 мм.
Катушки в компаунде при атмосферном давлении должны выдерживаться в течение 1 ч.
Дать наибольший возможный вакуум так, чтобы компаундная масса не заливала воздухопровод, и поддерживать его на этом уровне в течение 15 мин.
Затем снять вакуум, поднять давление в автоклаве до 6—7 ати и поддерживать его в течение 15 мин.
Операции смены вакуума и давления производить 4 раза, после чего пропитать катушки под давлением 6—7 ати в течение 5 ч.
Выпустить компаундную массу из автоклава в мешалку, продуть массопровод и дать стечь массе с катушек при атмосферном давлении в течение 1 ч.
Извлекать катушки из автоклава и снимать с них временную киперную ленту следует при температуре катушек не ниже 50° С. Временную ленту на выводных кабелях оставляют для второй сушки и пропитки.
Поместить катушки в печь с температурой 110—130° С и подогреть до температуры 50—80° С.
Далее вынуть катушку из печи, смазать слегка парафином внутреннюю поверхность катушки и оправить изнутри специальной оправкой на пневматическом прессе.
Испытать катушку на отсутствие межвитковых замыканий.
При наличии впадин, образовавшихся после пропитки, тщательно выровнять катушку по всей поверхности замазкой согласно чертежу.
Проверить катушку по высоте и выровнять прокладками до размера, указанного в чертеже.
Изолировать катушку от корпуса согласно чертежу.
При наложении изоляции на внутренних углах катушки подрезать изоляцию до половины ширины во избежание утолщений. Следить за правильным перекрытием ленты на наружных углах катушки. При изолировке чередовать направление слоев ленты, укладывать ее плотно и приглаживать рукой во избежание разбухания изоляции.
Не допускать в изолировку микаленту с просветами.
Надеть на выводы в месте выхода из катушки накладки согласно чертежу и изолировать катушку защитной лентой по чертежу, подрезая ее на внутренних углах во избежание утолщения, и обмотать катушку, включая пластинчатые выводы, одним слоем временной киперной ленты с нахлестом 2—3 мм (выводные кабели изолированы при первой пропитке).
Затем пропитать (компаундировать) катушку второй раз (аналогично первой пропитке) и снять с катушек и выводных кабелей временную ленту (пока катушки теплые).
Далее окрасить катушки лаком БТ-99, предварительно разведя его смесью из одной объемной части ксилола и двух частей бензина до вязкости 20 сек по воронке ВЗ-4 при 20° С — для покраски катушек окунанием и до вязкости 40 сек по воронке ВЗ-4 при 20° С для покрытия катушек кистью.
В случае изменения температуры вязкость устанавливается по табл. 13.
Таблица 13. Изменение вязкости лака БТ-99 в зависимости от температуры (растворитель — смесь ксилола с бензином)
Температура в °C | Вязкость лака в сек | |
для окунания | для кисти | |
15 | 24—26 | 58—60 |
20 | 20—22 | 40-42 |
25 | 18—20 | 35—37 |
30 | 16—18 | 28—30 |
35 | 15—16 | 23—25 |
40 | 14—15 | 20—22 |
После опрессовки катушки поступают на окраску. Для этого необходимо очистить поверхность катушек от наплывов битума или компаунда и погрузить катушки в ванну с лаком БТ-99 и выдержать в нем в течение 0,5 мин. Затем вынуть катушки из ванны, дать стечь излишкам лака и снять кистью подтеки. равной степени относится и к катушкам параллельного возбуждения.
Сушить катушки в подвешенном состоянии следует при температуре цеха в течение 4— 6 ч. При этом катушки не должны касаться друг друга.
Далее повернуть катушки на 180°, окрасить и сушить второй раз.
Затем очистить от подтеков лака и подкрасить кистью места зачистки и касания прутьев или крючков при сушке.
Оправить катушки при помощи специальной оправки в нагретом состоянии (при температуре 50—80° С) на пневматическом прессе. Перед прессовкой поверхность катушки, соприкасающуюся с оправкой, покрывают парафином.
Зачистить наконечники или пластинчатые выводы от пропитывающей массы, промыть их бензином и маркировать катушку белой эмалью.
Если сериесная (последовательная) катушка, намотанная из шинной меди, является составной частью компаундной катушки, то наложение основной изоляции и вторая пропитка производятся после совмещения обеих частей катушек.
Изготовление катушек, намотанных плашмя, с кремний-органической изоляцией.
Производство катушек с подобной изоляцией началось несколько лет назад, и технологический процесс находится еще в стадии дальнейшего совершенствования.
Можно указать на два основных вида этого процесса, отличающихся методом пропитки катушек: процесс намотки катушек с промазкой слоев кремнийорганическими эмалями типа ПКЭ-19 или ПКЭ-22 и процесс изготовления катушек с их пропиткой в кремний-органическом лаке К-47.
Первый процесс следует считать более предпочтительным, хотя при нем труднее соблюсти надлежащие санитарные требования при промазке эмалями.
Намотка катушек (до наложения корпусной изоляции) производится аналогично изготовлению катушек с изоляцией класса В. Далее процесс ведется в следующей последовательности.
Изолировка с промазкой эмалями.
Стянуть катушку в четырех местах временной стеклянной лентой и сушить ее в печи при температуре 110—130° С в течение 3 ч.
Затем выгрузить катушки из печи, охладить до температуры 50—70° С, пропитать в лаке К-47 с содержанием основы 60% в течение 1 ч, дать стечь излишкам лака и выдержать их на воздухе в течение 1 ч.
Сушить катушки в печи при 110—130° С 4 ч при 185—195° С в течение 6 ч.
Время сушки исчисляется с момента достижения указанной температуры в рабочей зоне печи.
После сушки катушек при температуре 110—130° С протереть выводы от наплывов лака хлопчатобумажными концами, смоченными бензином.
Далее необходимо охладить катушки до температуры 60— 70° С и опрессовать в случае надобности изнутри специальной оправкой на пневматическом прессе. В случае если катушки перед прессовкой остыли, подогреть их в печи до указанной температуры.
После этого нужно снять с катушек скрепляющие временные ленты, проложить прокладки под выводы и изолировать места соединения выводных пластин или кабелей с катушкой, промазав изоляцию эмалью ПКЭ-22.
Затем надлежит выровнять неровности катушки замазкой, наложить выравнивающую прокладку, смазав поверхность катушки под ней эмалью ПКЭ-22, после чего изолировать катушку первым слоем стеклоленты.
Сушить катушки до затвердевания замазки следует при температуре 110—130° С 12—18 ч или при 180—190° С 4—6 ч.
Выгрузив катушки из печи и охладив до температуры не выше 50° С, необходимо выровнять поверхность каждой из них замазкой при наличии впадин, образовавшихся после сушки. Затем надеть на выводы прокладки, промазав под ними катушку эмалью ПКЭ-22.
Далее, обильно смазывая поверхность катушки эмалью ПКЭ-22, перед наложением каждого слоя изолировать ее в соответствии с чертежом стекломикалентой, укладывая ее плотно, приглаживая рукой и чередуя направление слоев. При изолировке на внутренних углах катушки ленту подрезать до половины ширины, следить за правильным перекрытием ленты на наружных углах катушки.
Затем нужно изолировать катушку наружной лентой, подрезая ее на половину ширины на внутренних углах катушки, и протереть выводные пластины хлопчатобумажными концами, смоченными бензином, после чего смазать оправки кремний-органической смазкой, заложить в них катушки, натянуть болтами и сушить в печи при температуре 110—130° С 4 ч и 185—195° С 6 ч.
После сушки выгрузить катушки из печи, охладить до температуры 50—60° С, снять оправки и отделать катушки методом, описанным ниже.
Контроль катушек заключается в проверке омического сопротивления катушек, которое должно соответствовать расчетной записке, и в проверке отсутствия межвитковых замыканий; кроме того, нужно проверить размеры катушек, полярность, правильность маркировки начала, конца и стороны остова.
Вторым методом заполнения катушек пропитывающим составом является их пропитка в кремний-органичеcком лаке К-47.
Пропитка полюсных катушек в кремний-органическом лаке К-47.
Оптимальная вязкость лака при пропитке составляет примерно 50—60 сек при содержании основы 62—66%. В процессе пропитки используется кремний-органическая замазка, которая представляет собой раствор кремний-органического каучука в уайт-спирите при отношении 1 : 10.
По данному процессу подвергаются пропитке катушки параллельного возбуждения до изолировки, катушки последовательного и смешанного возбуждения, а также катушки добавочных полюсов после изолировки. Таким образом, шунтовые катушки подвергаются этой операции дважды.
Для предохранения выводных концов из кабеля РКГМ с кабеля удаляется наружная стеклянная оплетка; на кабель накладывается временная стеклянная лента, которая после пропитки заменяется покровной липкой стеклолентой.
Технологический процесс пропитки.
Необходимо заложить катушки в люльку и загрузить люльку с катушками в печь с температурой 110—130°С на 2—5 ч. Катушки должны быть нагреты до температуры 105—110° С. Катушки параллельного возбуждения пропитываются без снятия с шаблонов. Далее выгружают люльку с катушками из печи, охлаждают катушки до температуры 70—80° С и устанавливают люльку в автоклав.
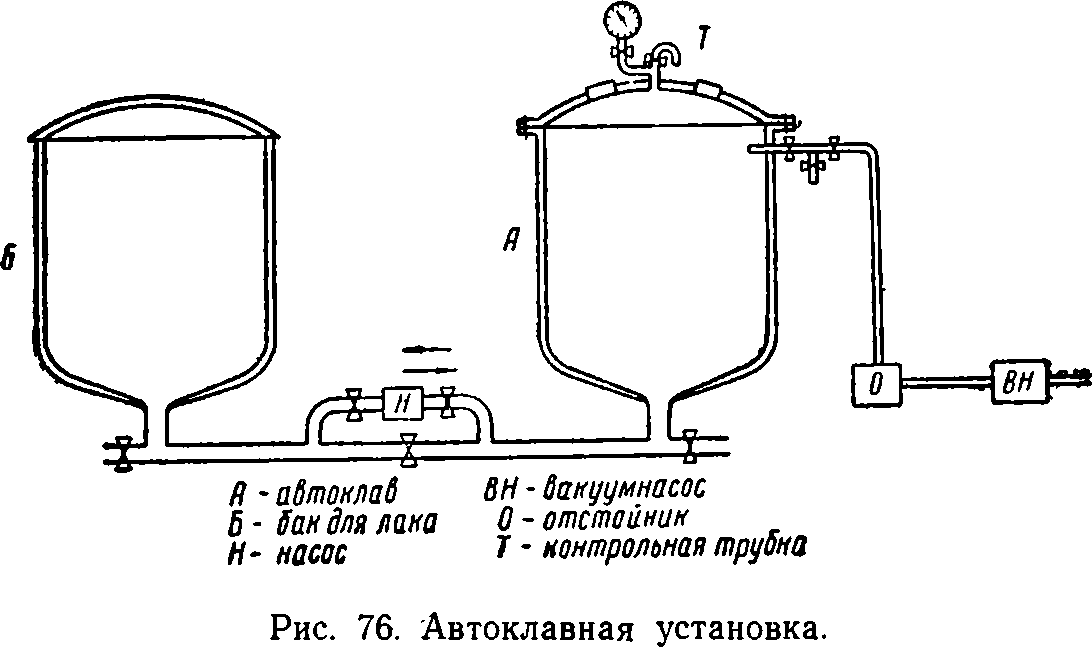
Автоклавная установка (см. рис. 76) состоит из автоклава с насосом для создания гидростатического давления 6—8 ати и мановакууммером, вакуум-насоса с отстойником и бака для хранения лака.
Автоклав с заложенными в него катушками нужно закрыть крышкой, затянуть болтами, дать вакуум не менее 700 мм. рт. ст. и выдержать катушки в течение 20 мин.
Затем следует открыть кран, соединяющий автоклав с баком для лака, и, не снимая вакуума, наполнить его лаком.
Лак должен покрывать катушки слоем не менее 100 мм и не доходить до воздухопровода, соединяющего автоклав с вакуум- насосом.
Далее следует закрыть краны, соединяющие автоклав с вакуум-насосом и баком для лака, затем открыть краны, соединяющие автоклав с баком для лака через насос, и кран контрольной трубки и качать лак насосом до заполнения всего объема автоклава, т. е. до появления лака в контрольной трубке, установленной в верхней части крышки автоклава.
После заполнения автоклава лаком нужно перекрыть кран контрольной трубки и дать гидростатическое давление в автоклав, равное 6—8 атм, затем перекрыть кран, соединяющий автоклав с насосом, и остановить насос. Катушки при указанном давлении нужно выдержать в течение 30 мин. В случае снижения давления поднять его до 6—8 атм.
После пропитки катушек нужно открыть краны, соединяющие автоклав с баком для лака через насос, откачать лак из автоклава в бак, закрыть краны, дать стечь излишкам лака с катушек в течение 0,5 ч и откачать из автоклава остатки лака, после чего извлечь катушки из автоклава, протереть выводные клеммы, каркасы катушек и шаблоны, на которых намотаны катушки, салфетками, смоченными спирто-ксилольной смесью.
В катушки, пропитанные лаком, после наложения корпусной изоляции нужно вставить оправки. Эти оправки перед закладкой в катушки покрывают кремний-органической смазкой.
Далее нужно подвесить катушки клеммами вверх на крюках на тележке печи, продев крюки через отверстия катушек. Сушить катушки при температуре 185—195° С в течение 12 ч, затем выгрузить катушки из печи, охладить их до температуры не выше 50° С, снять катушки с намоточных шаблонов и оправок и направить их на отделку.
При этом каркасы катушек, выводные клеммы должны быть очищены от лака, катушки пропитаны насквозь, наружная изоляция плотно прилегать к обмотке.
После пропитки (или промазки эмалями) и последующей сушки производится отделка катушек.
Отделка катушек с изоляцией класса F и Н заключается в их окраске эмалью ПКЭ-22 и в последующей запечке. Окраска подвешенной катушки производится при помощи краскораспылителя в отдельной камере. В условиях ремонтных предприятий разрешается окраска кистью. Катушки предварительно тщательно протираются. Эмаль ПКЭ-22 должна быть разведена толуолом до вязкости 18—20 сек по воронке ВЗ-4 при окраске распылителем и до вязкости 25—30 сек при окраске кистью.
После окраски катушки сначала нужно сушить на воздухе в течение 3 ч, а затем в печи при температуре 110—130° С в течение 6 ч.
После сушки вторично закрашивают катушки эмалью ПКЭ-22 и снова сушат по описанному выше режиму.
Окраска катушки должна быть ровной, без подтеков и оголенных мест.
Изготовление катушек из изолированного провода класса В.
Барабан с медью устанавливают на стойку, заправляют конец меди в натяжные ролики и плашки, закрепляют на соответствующем шаблоне и наматывают катушку.
Количество и расположение витков катушки должно соответствовать чертежу, за числом витков нужно следить по счетчику.
При намотке прямолинейную часть катушки необходимо подбивать молотком через фибровую или деревянную подбойку.
При наличии оголенных мест на проводе нужно изолировать их одним слоем тафтяной или стеклянной (для провода ПСД) ленты в полуперекрытие.
При намотке катушек в местах перехода из одного слоя в другой и на углах катушки между слоями прокладывают изоляционные прокладки согласно указаниям на чертеже.
Катушки с уступами при намотке нужно перевязывать тафтяной лентой по каждому уступу, намотку производить с помощью прокладочных колец.
В случае недостаточной длины меди на бухте для катушки необходимо приварить или припаять конец другой бухты, а место спайки изолировать одним слоем тафтяной или стеклянной (для провода ПСД) ленты в полуперекрытие.
После намотки катушку нужно связать в углах хлопчатобумажной лентой и проверить размеры катушки согласно указаниям на чертеже.
Катушки, требующие выгиба, устанавливают в пресс-форму, кладут на них накладки и выгибают на гидравлическом прессе до размеров, указанных на чертеже.
При выгибе нужно следить за тем, чтобы смещение витков происходило равномерно.
После намотки нужно проверить омическое сопротивление катушки, которое должно соответствовать чертежу или обмоточной записке.
Далее нужно припаять к катушкам выводы, проложить под выводы указанные в чертеже изоляционные прокладки и закрепить их лентой на катушке, заполнить и выровнять неровности у выводов по всей поверхности катушки замазкой.
Перед изолировкой высоту катушки нужно выровнять прокладками, указанными на чертеже, затем изолировать катушку одним слоем ленты и обмотать катушку вместе с выводами одним слоем временной киперной ленты с нахлестом 2—3 мм, а выводные кабели — в полуперекрытие, после чего пропитать (компаундировать) катушку первый раз. Затем снять с катушек временную ленту, оставив ее на выводных кабелях, поместить катушки в печь с температурой 110—130° С и подогреть до температуры 50—80° С.
Далее вынуть катушку из печи, смазать слегка парафином внутреннюю поверхность катушки, оправить изнутри специальной оправкой на пневматическом прессе и проверить омическое сопротивление катушек, которое должно соответствовать указаниям на чертеже или обмоточной записке.
При наличии впадин, образовавшихся после пропитки, нужно тщательно выровнять катушку замазкой по всей поверхности.
Затем проверить катушки по высоте, выровнять прокладками до размера, указанного на чертеже, и изолировать катушку от корпуса отдельно или с последовательной катушкой.
Накладывая изоляцию на внутренние углы катушки, нужно подрезать ее до половины ширины во избежание утолщений. При этом необходимо следить за правильным перекрытием ленты на наружных углах катушки, чередовать направление слоев ленты, укладывать ее плотно и проглаживать рукой, чтобы избежать разбухание изоляции.
Далее нужно надеть на выводы в месте выхода из катушки накладки согласно указаниям на чертеже и изолировать катушку защитной лентой по чертежу, подрезая ее по ширине па внутренних углах катушки во избежание утолщений.
Затем обернуть несколько раз этой же лентой выводной кабель у места выхода его из-под общей изоляции, обмотать катушку, включая пластинчатые выводы, одним слоем временной киперной ленты с нахлестом 2—3 мм и пропитать катушку второй раз; после пропитки снять с катушки и выводных кабелей временную ленту (пока катушки теплые), отделать и оправить их в нагретом состоянии на пневматическом прессе.
Перед прессовкой поверхность катушки, соприкасающуюся с оправкой или приспособлением, нужно смазать парафином.
Если катушка имеет каркас, то сначала нужно согнуть его, заложить в катушку, проложив прокладки с обеих сторон согласно чертежу, загнуть и подбить молотком выступающие края. Затем заложить оправку в катушку и оправить под прессом.
Далее зачистить наконечники и пластинчатые выводы от пропитывающей массы и промыть их бензином.
Маркировать катушку следует белой эмалью согласно указаниям на чертеже, а затем проверить ее омическое сопротивление.
Сопротивление катушки должно соответствовать указаниям на чертеже или обмоточной записке.
Размеры катушки и их полярность также должны соответствовать чертежу.
Изготовление катушек из изолированного провода класса F и Н с промазкой эмалями.
На станок устанавливают шаблон- форму для намотки катушек, направляющее и натяжное приспособления и бухту с проводом.
Затем заправляют конец провода в натяжные ролики и плашки, закрепляют на шаблоне и наматывают катушку рядовой намоткой с промазкой каждого слоя эмалью ПКЭ-22 с числом и расположением витков в соответствии с чертежом.
При этом в местах перехода из одного слоя в другой на углах катушки и между слоями прокладывают изоляционные прокладки. Прокладки необходимо промазывать эмалью.
При намотке прямолинейные части катушки нужно подбивать молотком через фибровую или деревянную подбойку.
Намотка катушки с уступами производится с помощью прокладочных колец, с креплением катушки стеклолентами на каждом уступе.
Далее катушку, не снимая с шаблона, нужно выдержать на воздухе в течение 4 ч, затем стянуть с боков двумя планками, поместить в печь и сушить при температуре 110—130° С 4 ч и 185— 195° С 6 ч.
Время сушки исчисляется с момента достижения указанной температуры в рабочей зоне печи.
После сушки нужно выгрузить катушку из печи, охладить ее до температуры не выше 50—60° С, затем снять с шаблона, зачистить от натеков эмали поверхность катушки и щеки шаблона и припаять к катушке выводные пластины или кабели припоем, указанным в чертеже. В случае наличия выводных кабелей последние изолируются по всей длине одним слоем стеклянной ленты в полуперекрытие до приварки к катушке.
Дальнейшие операции наложения изоляции, сушки, пропитки и наружной отделки нужно производить аналогично тем же операциям, регламентированным для катушек из шинной меди (т. е. либо с промазкой эмалями, либо с пропиткой под давлением).
Для изготовления компаундных катушек необходимо собрать вместе шунтовую и сериесную их части, проложив между ними прокладку. Далее изолировать и отделать эти катушки аналогично описанному выше процессу для катушек из шинной меди.
Обмотки из изолированного провода марки ПСД или ПСДК (параллельные обмотки) также могут быть изготовлены описанным выше методом пропитки под давлением. При этом сохраняются без изменений все процессы намотки и изолировки, однако промазка эмалями заменяется последующей пропиткой под давлением.
Изготовление катушек, наматываемых на ребро.
Намотка катушек дополнительных полюсов из неизолированной шинной меди на ребро производится на специальных станках с вращательно-поступательным движением.
Предельнодопустимое отношение высоты шины к ее ширине, определяемое типом станка и технологической оснастки, обычно не превосходит 1:12.
В двигателях единой серии для городского транспорта это отношение максимально равно 1 : 10.
При намотке на ребро возникают значительные напряжения в меди. Для снятия этих напряжений, повышения проводимости меди и улучшения формы катушки намотанные заготовки и сами катушки подвергаются отжигу.
Технологический процесс изготовления катушек этого типа состоит из следующих основных операций:
намотка катушки;
припайка выводных пластин;
межвитковая изолировка;
пропитка и выпечка;
изолировка катушки и вторая пропитка;
отделка катушки.
Намотка катушек.
Бухту с медью устанавливают на стойку, заправляют медь в направляющие плашки, закрепляют на шаблоне и регулируют нанос масла или эмульсии на поверхность меди.
Затем нужно намотать медь в спирали. При намотке следить за размоткой бухты и отсутствием трещин в местах изгиба меди.
При недостаточной длине меди нужно припаять конец другой бухты на сварочном трансформаторе согласно инструкции на пайку шинной меди.
Пайка должна приходиться на прямолинейные части катушки. Не допускается больше одной пайки в одной катушке.
В катушке с двумя параллельными витками допускается по одной пайке в каждой параллельной ветви.
Далее из намотанной спирали нарезают катушки согласно чертежу.
Отжиг и прессовка катушек.
Катушки добавочных полюсов, намотанных на ребро, подвергаются «светлому отжигу». Перед отжигом катушки нужно обезжирить путем погружения на 10— 15 мин в раствор щелочи, подогретой до 60—80° С, с последующей промывкой в течение 3—5 мин в воде при температуре 60— 80° С. Отжиг катушек производится в герметическом контейнере в течение 1 ч при температуре 550° С.
После отжига для удаления окислов катушки замачиваются в течение 10 мин в слабом растворе серной кислоты. Далее катушки подвергаются промывке в подогретой до 60—80° С воде и сушке.
Поверхность катушек должна быть сухой, чистой, без следов окалины.
Далее нужно поставить катушку на оправку, установленную на плите гидравлического пресса, проложить под каждый виток со стороны закруглений стальные прокладки и запрессовать катушки до номинальной толщины меди на внутреннем радиусе закругления, не допуская при этом вмятин от стальных прокладок из меди.
После намотки нужно проверить, устранены ли полученные при намотке утолщения меди в местах закругления.
При наличии утолщений на меди, а также выгнутых витков отжиг и прессовку следует повторить.
Если после прессовки окажутся трещины или надрывы меди в местах закруглений, то такие катушки бракуются.
Далее следует отжечь катушки второй раз, после чего заложить катушку в разъемное приспособление, затянуть его болтами, подбить витки деревянным молотком и запрессовать катушку по высоте. При этом размер ее определяется высотой приспособления.
После запрессовки катушки по высоте необходимо снять давление, затянуть болты и опрессовать катушку с боков.
Катушки, у которых после прессовки получается веерное смещение витков, отжечь третий раз.
Припайка выводов и изолировка между витками катушек.
Предварительно тщательно зачищают заусенцы и неровности на витках меди личной пилой, после чего припаивают к катушке выводные пластины твердым припоем.
Далее нужно положить катушку на верстак, выправить ее деревянным молотком, растянуть и положить между витками заготовленные изоляционные прокладки согласно чертежу и обрезать изоляцию по контурам катушки специальным ножом.
Затем связывают катушку со стороны закруглений киперной лентой, следя за тем, чтобы не было смещений и обрывов изоляции.
Внутрь катушек нужно вставить специальные приспособления и стянуть их до отказа.
Пропитка и выпечка катушек класса В.
Лак № 458 для пропитки катушек должен иметь содержание основы 30—40%, вязкость по воронке ВЗ-4 20—25 сек, а лак ГФ-95 содержание основы 40—50% и вязкость по воронке ВЗ-4 40—45 сек.
Чтобы получить лаки требуемой вязкости, необходимо разводить их бензинбензоловой смесью, состоящей из трех объемных частей бензина и одной объемной части бензола.
Вязкость лака перед пропиткой контролировать по воронке ВЗ-4 и не реже 1 раза в неделю проверять содержание основы.
Пропитка катушек в лаке № 458.
Катушки, изолированные между витками и стянутые (не до отказа) струбцинами, нужно погрузить в бак с лаком, выдержать катушки в лаке до прекращения выделения пузырьков воздуха, но не менее 30 мин.
Далее необходимо вынуть катушки и дать стечь лаку, стянуть катушки струбцинами до отказа, следя за тем, чтобы не было смещения витков и перекоса катушек, и поместить катушки в печь с температурой 110—130° С на 10—12 ч.
После пяти часов выпечки надлежит подтянуть болты у струбцин до отказа.
По окончании выпечки катушек нужно снова подтянуть болты у струбцин до отказа и, не снимая струбцин, дать катушкам остыть до температуры цеха, а затем разобрать струбцины и снять катушки.
Пропитка катушек в лаке ГФ-95 (второй вариант).
Пропитка катушек производится аналогично пропитке в лаке № 458.
После пропитки катушки нужно выдержать на воздухе в течение 12 ч, затем стянуть катушки струбцинами, выпечь повторно при температуре 170—180° С и испытать катушку на отсутствие межвитковых замыканий.
После пропитки к катушке нужно припаять наконечники и впаять кабели согласно указаниям на чертеже и обрезать выступающую изоляцию по наружному и внутреннему контурам катушки.
Изолировка, пропитка и отделка катушек класса В.
Для изолировки необходимо отогнуть крайние витки катушки (если катушка с кабелем), проложить под них прокладки и выправить их деревянным молотком, проложить под выводы указанные в чертеже изоляционные прокладки и закрепить их лентой на катушке.
Далее нужно заполнить и выровнять неровности у выводов и по всей поверхности катушки замазкой и выровнять катушку по высоте прокладками согласно указаниям на чертеже.
Катушку затем изолируют одним слоем ленты и обматывают ее вместе с выводами одним слоем временной киперной ленты с нахлестом 2—3 мм, а выводные кабели в полуперекрытие.
После изолировки катушку пропитывают (компаундируют) первый раз по процессу, принятому для катушек главных полюсов.
После пропитки с катушек снимают временную ленту (пока катушки теплые), но на выводных кабелях ленту не снимают; затем катушки помещают в печь с температурой 110—130° С и подогревают до температуры 50—80° С.
Внутреннюю поверхность вынутой из печи катушки слегка смазывают парафином, после чего катушку нужно оправить изнутри специальной оправкой на пневматическом прессе и испытать на отсутствие межвитковых замыканий.
При наличии впадин, образовавшихся после пропитки, нужно тщательно выровнять катушку по всей поверхности замазкой и проверить катушку по высоте, выровнять прокладками до размера, указанного в чертеже, затем изолировать ее от корпуса.
При наложении изоляции на внутренних углах катушки нужно подрезать изоляцию до половины ширины, одновременно необходимо следить за правильным перекрытием ленты на наруж^ ных углах катушки.
При изолировке необходимо чередовать направление слоев ленты, укладывать ее плотно и проглаживать рукой для предотвращения разбухания изоляции.
После наложения основной изоляции необходимо изолировать катушку защитной киперной лентой (по чертежу), подрезая ее на внутренних углах, и обмотать катушку, включая пластинчатые выводы, одним слоем временной киперной ленты с нахлестом 2—3 мм (выводные кабели изолированы при первой пропитке).
После наложения временной защитной ленты катушку нужно пропитать (компаундировать) второй раз. Далее нужно снять с катушки и выводных кабелей временную ленту (пока катушка теплая), отделать катушку аналогично отделке катушек главных полюсов и проверить полярность и правильность отметки начала «А», конца «Е» и стороны остова катушки.
Вспомогательные материалы, применяемые в данном процессе (при классе изоляции В): масло машинное (ГОСТ 1707—42) или эмульсия, лента киперная (ГОСТ 4514—481) и парафин (ГОСТ 784—42).
Пропитка и выпечка катушек с кремнийорганической изоляцией.
Катушки, изолированные между витками и стянутые струбцинами по процессу, описанному выше, необходимо загрузить в печь с температурой 110—130° С и сушить в течение четырех часов, после чего катушки вынуть из печи, ослабить струбцины, погрузить горячие катушки в бак с лаком К-47 и выдержать в лаке до прекращения выделения пузырьков, но не менее 30 мин.
Далее вынуть катушки из лака, дать стечь излишкам, выдержать на воздухе в течение 30 мин и сушить катушки в печи при температуре 110—130° С в течение четырех часов.
После сушки катушки выгрузить из печи, стянуть струбцины до отказа, следя за тем, чтобы не было смещения витков и перекоса катушек; протереть выводные пластины хлопчатобумажными концами, смоченными бензином, и сушить катушки в печи при температуре 180—190° С в течение 12 ч; после четырех часов сушки нужно подтянуть струбцины до отказа.
После окончания сушки необходимо выгрузить катушки из печи, вновь подтянуть струбцины до отказа и охладить катушки в струбцинах до температуры цеха, после чего освободить катушки от струбцин и испытать катушки на отсутствие межвитковых замыканий.
Изолировка и вторая выпечка катушек с кремний-органической изоляцией.
Перед изолировкой нужно обрезать выступающую изоляцию по наружному и внутреннему контурам катушки, отогнуть крайние витки катушки и проложить под них прокладки по указаниям в чертеже, после чего выровнять витки деревянным молотком.
Далее нужно проложить под выводы изоляционные прокладки и закрепить их пропитанной стеклянной лентой, заполнить и выровнять неровности у выводов и по всей поверхности катушки замазкой, указанной в чертеже; выровнять катушку по высоте прокладками и изолировать лентой согласно чертежу.
После изолировки на выводы (в местах их выхода из катушки) нужно надеть изолирующие прокладки, согласно чертежу, промазав под ними катушку эмалью ПКЭ-22.
Затем, обильно смазывая поверхность катушки эмалью ПКЭ-22, нужно изолировать ее стекломйкалентой в соответствии с указаниями на чертеже, с промазкой между слоями эмалью ПКЭ-22.
При изолировке на внутренних закруглениях катушки стекломикаленту нужно подрезать до половины ширины во избежание утолщений. При этом необходимо следить за правильным перекрытием ленты на наружных закруглениях катушки и чередовать направление слоев стекломикаленты, укладывая их плотно и приглаживая рукой.
Далее катушку изолируют наружной лентой, подрезая ее на половину ширины на внутренних закруглениях катушки, бандажируют одним слоем временной стеклоленты ее наружную поверхность, укладывая ленту без нахлеста вдоль катушки, и протирают выводные пластины хлопчатобумажными концами, смоченными бензином, после чего катушки закладывают в оправки, стягивают болтами и выпекают в печи при температуре 200— 210° С в течение 8 ч.
Затем катушки выгружают из печи, охлаждают до температуры не выше 50° С, снимают с них оправки и временную ленту, отделывают и маркируют согласно указаниям на чертеже и готовые катушки испытывают на отсутствие междувитковых замыканий, проверяют их полярность и правильность маркировки.
Наложение наружной изоляции с промазкой эмалями ПКЭ также может быть заменено пропиткой в лаке К-47 под давлением. При этом, учитывая конфигурацию катушки, наматываемой на ребро, необходимо обратить особое внимание на обеспечение плотного прилегания наружной изоляции к меди.
Наружная отделка катушек дополнительных полюсов производится аналогично отделке катушек главных полюсов.