ГЛАВА VI
МЕХАНИЗАЦИЯ И АВТОМАТИЗАЦИЯ СВАРОЧНЫХ РАБОТ ПРИ РЕМОНТЕ ПОДВИЖНОГО СОСТАВА
§ 1. Вспомогательные операции при сварке и наплавке
Современный этап развития сварочной техники характеризуется массовым переходом от локальной механизации отдельных сварочных операций к комплексной механизации и автоматизации всего сборочно-сварочного процесса, включающего в себя сварочные, транспортные и вспомогательные операции.
Во всех сборочно-сварочных установках, внедренных при ремонте подвижного состава, применяются универсальные сварочные автоматы и полуавтоматы. В этих установках сборочные и вспомогательные работы при восстановлении и ремонте деталей подвижного состава механизированы за счет применения манипуляторов, вращателей, кантователей и стендов. Сварочные манипуляторы обеспечивают вращение изделий с необходимой рабочей скоростью сварки либо с рабочей и маршевой скоростью при различных углах наклона оси вращения изделия.
Сварочные манипуляторы бывают универсальные и специальные. К универсальным относятся: а) манипуляторы УСМ- 500, УСМ-1200, УСМ-3000, УСМ-5000, УСМ-10000 с дистанционным управлением, обеспечивающие плавное регулирование рабочей скорости сварки в большом диапазоне, а также механизированный наклон и подъем свариваемых изделий; б) манипуляторы Т25м, MAC-2, Т2 и М-639 более простой конструкции, не обеспечивающие, как правило, подъема изделия, плавного регулирования рабочей скорости и не имеющие механизированного наклона стола. Последние находят широкое применение при небольшой номенклатуре свариваемых изделий.
Так, на полуавтоматической установке для наплавки горловин остовов тяговых электродвигателей (см. § 2 настоящей главы) применен манипулятор УСМ-5000 (рис. 149), имеющий станину, подъемный корпус и поворотный стол с планшайбой 4, на которой укрепляют свариваемое изделие. Планшайба манипулятора вращается от электродвигателя постоянного тока через двухступенчатый червячный редуктор 3. Двигатель 1 питается от электромашинного усилителя 5. Скорость вращения может плавно регулироваться потенциометром, смонтированным на пульте управления манипулятора. Наклон стола осуществляется от электродвигателя 6 через клиноременную передачу 7, червячный редуктор 3, цилиндрические зубчатые колеса 9 и два зубчатых сектора 2; подъем стола с планшайбой 4 — от гидравлического привода с шарнирно закрепленными гидравлическими цилиндрами 10.

Рис. 149. Кинематическая схема манипулятора УСМ-5000: а — механизм вращения и наклона стола; б — механизм подъема стола
Манипуляторы-позиционеры предназначены для установки изделий в удобное для сборки и сварки положение. Для этой цели они имеют механизмы поворота изделий в двух взаимно перпендикулярных плоскостях. Примером специального манипулятора может служить манипулятор-позиционер, применяемый для сварки блоков дизелей на тепловозостроительных заводах.

Рис. 150. Кинематическая схема манипулятора-позиционера

Рис. 151. Кинематическая схема вращателя с наклонной осью
Манипулятор-позиционер (рис. 150) состоит из двух основных агрегатов: опорной поворотной платформы 1 с приводом 2, осуществляющим наклон платформы, и вращающегося кольцевого кантователя с механизмом поворота 5. Поворотная платформа сварной конструкции корытообразной формы, опирается на четыре роликовых узла 3, из которых два одновременно являются звездочками, передающими вращение на цевочную часть изделия с рабочей скоростью сварки либо с рабочей и маршевой скоростью вокруг одной оси (в отличие от манипуляторов, у которых изделие может вращаться вокруг нескольких осей, минимум двух).
На рис. 151 представлена кинематическая схема вращателя с наклонной осью вращения и бесступенчатым изменением скорости при автоматической сварке. Вращение планшайбе 1, на которой закреплена деталь, передается от электродвигателя 6 через клиноременную передачу 5, фрикционный вариатор 4. обеспечивающий бесступенчатое регулирование скорости сварки, двухступенчатый червячный редуктор 3 и конические зубчатые колеса 2.
Кантователи предназначены для поворота и установки изделия в удобное для сварки положение. Рабочей скорости вращения они не имеют. Кантователи, применяемые в различных отраслях промышленности и при ремонте подвижного состава, разделяются на двухстоечные (ручные и механизированные), одностоечные, цепные и кольцевые.
При ремонте подвижного состава наиболее широко применяют двухстоечные и кольцевые кантователи. Двухстоечные кантователи приняты для сварки рам тележек и рамы дизеля 2Д100, а также при сборочных работах (поворачивание блока дизеля 2Д100). Кольцевые кантователи применяют для сборки дизеля 2Д100 и для наплавки блоков этих же дизелей в среде углекислого газа.
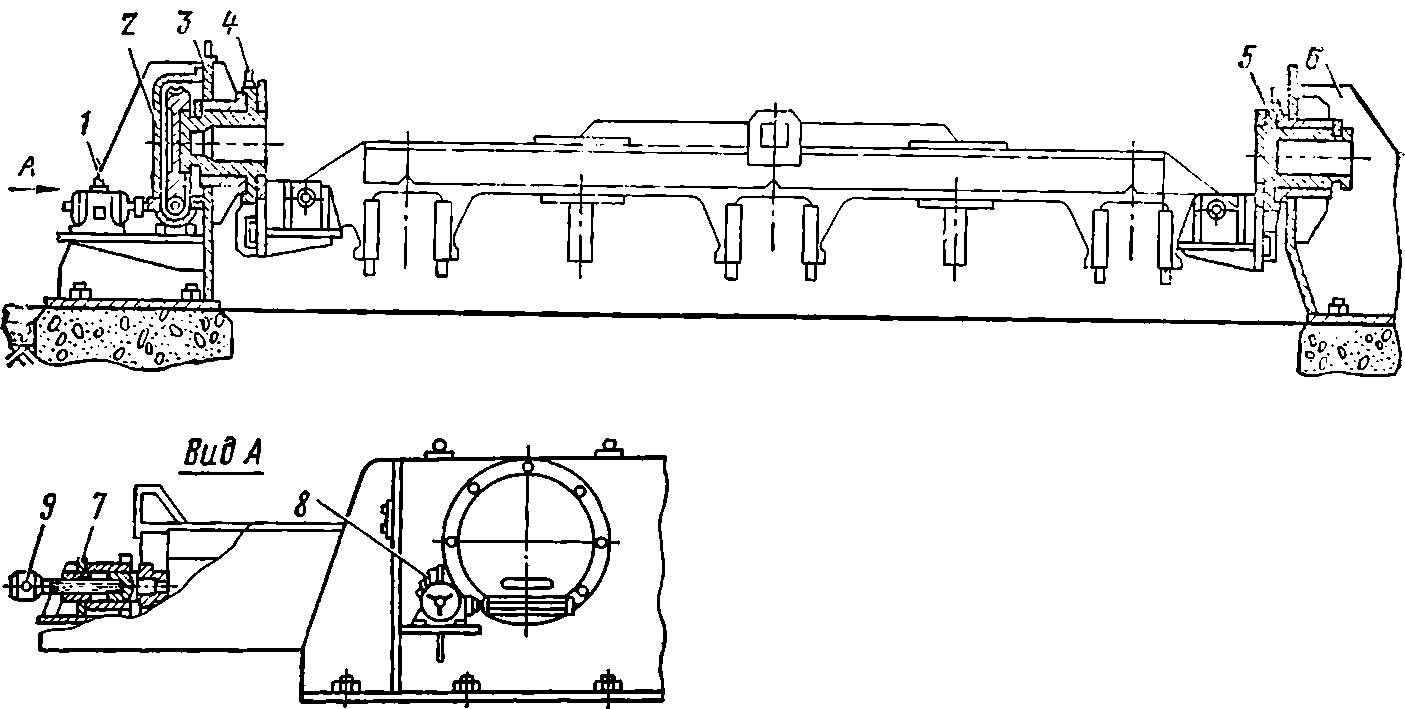
Рис. 152. Кантователь для сварки рам тележек
Двухстоечный кантователь для сварки рам тележек тепловоза ТЭЗ показан на рис. 152. Ведущая 3 и ведомая 6 стенки смонтированы на тумбах-фундаментах. Наплавляемая рама тележки закреплена к поворотным осям 4 и 5 прижимными болтами 9, установленными в кронштейнах 7. Ведущая ось вращается от электродвигателя 1 через два червячных редуктора 2 и 8.
Роликовые стенды предназначены для поворота главным образом длинных цилиндрических изделий в удобное для сборки и сварки положение и для вращения их с рабочей скоростью в процессе сварки. Вращение осуществляется благодаря сцеплению приводных опорных роликов с изделием.