На рис. 136 показаны два варианта комплексно-механизированной линии для ремонта крышек разгрузочных люков полувагонов. Оборудование и приспособления комплексно-механизированных линий размещены в порядке технологической последовательности операций ремонта крышек и связаны между собой транспортными устройствами, работающими в едином ритме.
Комплексно-механизированная линия включает в себя следующие механизмы и оборудование: загрузочный конвейер 1 для подачи ремонтируемых крышек к моечной машине; наклонный разгрузочный конвейер 14 для выдачи отремонтированных крышек; моечную машину 2 проходного типа; цепной технологический конвейер 6, транспортирующий крышки по позициям линии; кантователи 3, вмонтированные в отдельные секции конвейера; гидравлический пресс 4 для правки крышек люков; монорельс 5; стенд 7 для обрезки ремонтируемых крышек; стол 8 для постановки и приварки деталей; сварочные полуавтоматы, установленные в сварочных постах 9 линии; гидравлический пресс 11 для окончательной правки, радиально-сверлильный станок, электрогорн 12 для нагрева заклепок и клепальная установка 13 для клепки петель крышек. Кроме этих станков и приспособлений, имеются еще другие средства механизации, обеспечивающие комплексную механизацию работ и ритмичность технологического процесса. Отремонтированную крышку укладывают в комплектовочные тележки 15.
Загрузочный конвейер 1 состоит из металлической опорной станины, роликов и тяговой цепи, приводимой в движение электродвигателем через приводную станцию 10.
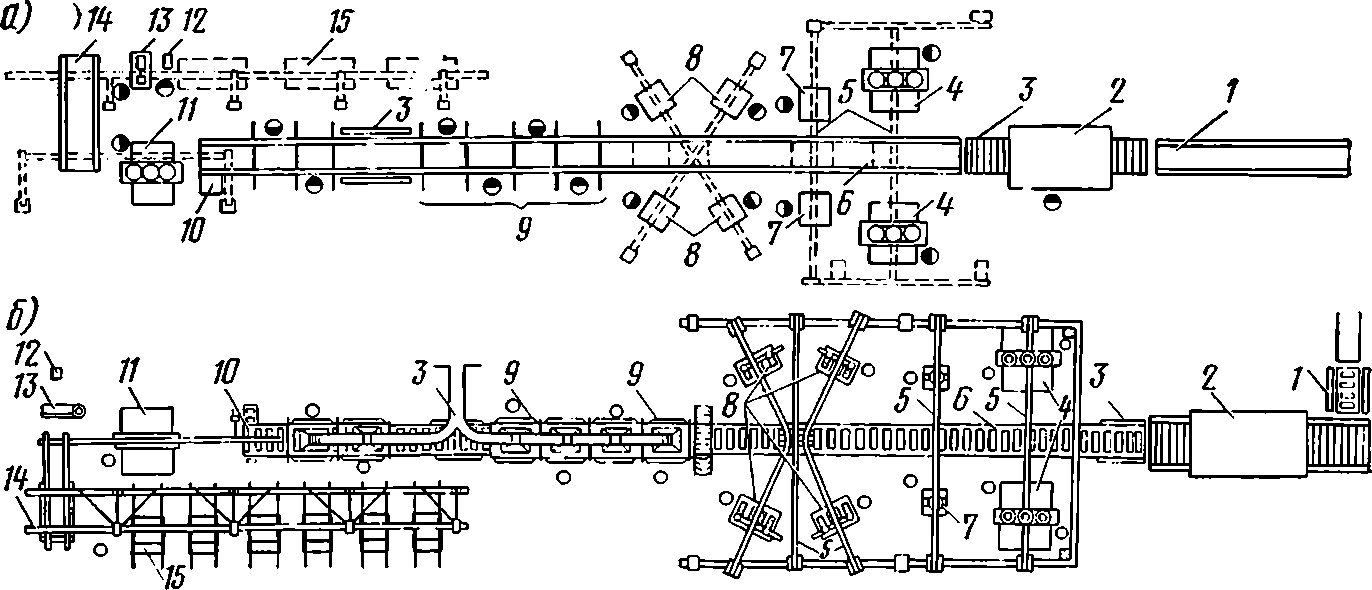
Рис. 136. Схема комплексно-механизированной линии ремонта крышек разгрузочных люков полувагонов

Рис. 137. Кантователь
где N — количество изделий, пропускаемых конвейером в час.
Технологический конвейер 6 представляет собой вертикально-замкнутую пластинчатую цепь, размещенную по оси конвейера, передвигающую крышки по направляющим боковым угольникам опорной металлоконструкции, расположенной на уровне рабочих мест (600— 800 мм). Тяговый орган конвейера приводится в действие от пульта управления, оснащенного командоаппаратом. От пульта управления подается звуковой оповестительный сигнал об очередной передвижке ремонтируемых крышек по позициям механизированной линии.
Пресс 4 для правки крышек люков представляет собой четырехцилиндровый пневматический агрегат, все цилиндры которого двустороннего действия и работают параллельно и одновременно. Крышку люка укладывают на стол пресса между головкой и плоскостью стола, затем
187
![]()
![]()
![]()
поворотом ручки трехходового крана сжатый воздух впускается в цилиндры, которые передают системе траверс необходимое усилие.
На рис. 137 показан кантователь, предназначенный для принятия крышек люков с конвейера и опрокидывания их на наклонную раму, где выполняют ремонтно-сварочные работы. Крышка люка, выходя из моечной машины, попадает на катки 7, скатывается с них и опирается на нижние концы рычагов (качалки 6). Собственным весом крышка люка отклоняет нижние концы рычагов качалки в сторону моечной машины и принимает вертикальное положение, затем опрокидывается на деревянную подушку 5 станины и занимает наклонное положение, не касаясь поверхности подъемной рамы. После этого крышка при помощи пневматического подъемника 4 и подъемной рамы 2, прикрепленной к шарниру 1, устанавливается в горизонтальное положение и плавно скатывается с рольганга 3 подъемной рамы на плиту правильного пресса. Освободившаяся от крышки люка подъемная рама кантователя возвращается в исходное положение.
Позиции ремонтно-сварочных работ оборудованы сварочными агрегатами для ручной и полуавтоматической сварки, а также зонтами вытяжной вентиляции и заградительными щитами, ограждающими окружающее пространство от действия электросварочной дуги. На позиции, где производится приклепка петель к крышкам, установлены сверлильный станок, пневматическая клепальная скоба, консольный кран и поворотный рольганг, обеспечивающий изменение положения ремонтируемых крышек.
В окрасочно-сушильной камере имеется свой подвесной конвейер. По монорельсу непрерывно перемещаются подвешенные на бесконечной цепи крышки со скоростью 0,8—0,6 м/мин. В окрасочно-сушильной камере установлены краскораспылители чашечного типа и механизм с пневматическим приводом для придания краскораспылителям колебательных движений. В целях безопасности двери камеры сблокированы, включение установки возможно только при закрытых дверях. В терморадиационной сушильной камере установлены трубчатые элементы, поддерживающие температуру воздуха в рабочей зоне камеры в пределах 90—110° С и обеспечивающие сушку крышки люка в течение 10—12 мин.
Окрасочная камера оборудована естественной вытяжной вентиляцией, а сушильная камера — принудительной приточно-вытяжной вентиляцией с рециркуляцией воздуха. В проемах при поступлении и выходе крышек люков устроены воздушные тепловые завесы.