Поступательное движение ремонтируемых подшипников достигается благодаря поточному размещению оборудования, средств механизации и автоматизации на участках ремонта, заливки и обработки подшипников.
В состав механизированных производственных участков и поточных линий входят двухкамерная моечная машина, автоматическая электропечь для подплавки и выплавки баббита, электро-газосварочные аппараты для наплавки стальных корпусов и изношенной армировки подшипников и другое оборудование. Все оборудование и механизмы ванны связаны между собой передаточными транспортерами, оснащены контрольно-измерительными и блокирующими устройствами и в итоге образуют комплексно-механизированный цех по ремонту, заливке и обработке вагонных подшипников.
На рис. 130 показана схема автоматической электропечи для выплавки старого баббита [26]. Электропечь двухкамерная, имеет загрузочное и разгрузочное отверстия с подъемными дверцами 5. По концам печи в корпусе 1 размещены лифты 12 с механизмом 3 для подъема транспортных тележек 2 при загрузке и разгрузке печи. Камера 6 оснащена двумя электронагревательными приборами, используемыми для двух режимов работы. Первый режим (включен один прибор) служит для подплавки баббита до температуры 350—360° С, который при помощи вибратора отделяется от корпусов подшипников 4, На втором режиме остатки баббита выплавляют из пазов при температуре 450—460° С.
В камере для остывания 9 корпуса подшипников автоматически очищаются щетками 10. Тележка с подшипниками передвигается поверху механизмом 11 и возвращается без подшипников в начальное положение механизмом 13.

Рис. 130. Схема автоматической электропечи для выплавки старого баббита
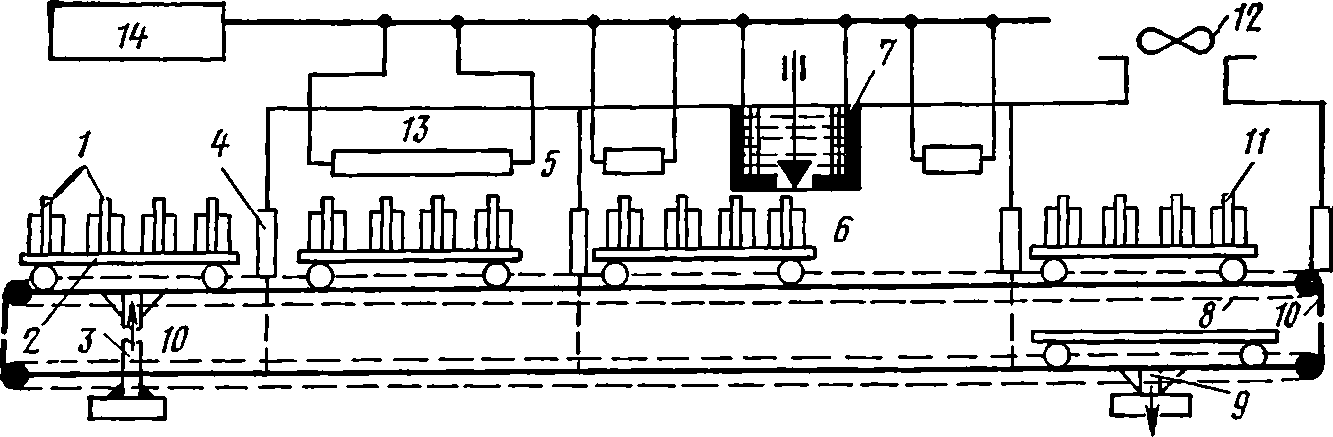
Рис. 131. Схема автоматической электропечи для сушки, подогрева и заливки подшипников:
1 — подшипники; 2 — транспортировочная тележка; 3 — механизм подъема; 4 — загрузочная дверь камеры; 5—камера подогрева и сушки форм; 6 — камера заливки; 7 — электротигель; 8 — механизм передвижения подшипников; 9 — механизм опускания тележки; 10 — лифт; 11 — камера остывания; 12 — вытяжной вентилятор; 13 — нагревательный прибор; 14 — электрораспределительный щит
Включение нагревательных приборов первого и второго режимов, вибраторов, механизмов передвижения и щеток осуществляется с пульта управления 7 прибором КЭП-12. Бункер 14 служит для хранения баббитовых корок. Газы и пыль, образующиеся в камере 9, удаляются через вытяжку 8.
Устройство и действие автоматической электропечи конвейерного типа для сушки, подогрева и заливки форм подшипников показаны на рис. 131. Электропечь имеет четыре отдельные камеры: 1) камера накопления, оборудованная механизмом для подъема транспортировочной тележки 2, на которую устанавливают формы с подшипниками 1; 2) камера подогрева и сушки форм; 3) камера заливки форм, где установлены электронагревательные приборы 13 и электротигель 7 с индукционным нагревом; 4) камера остывания форм, оборудованная вытяжным вентилятором 12 и механизмом 9 для опускания тележки в шахту-лифт 10.
Уложенные на транспортировочную тележку скомплектованные формы с подшипниками подают в камеру сушки транспортным механизмом 8. Через определенный интервал времени, заданный прибору типа КЭП-12, тележка из камеры 5 поступает в камеру 6, где импульсным механизмом передвижения автоматически устанавливаются формы под литник тигля. В свою очередь тигель аналогичным механизмом передвигается перпендикулярно оси движения тележки. Передвижение тележки и тигля, а также розлив баббита происходят автоматически. Электротигли оборудованы нижним розливом с автоматическим дозирующим устройством, а также автоматическим контролем температуры.
Залитые подшипники поступают в камеру остывания 11, где формы снимаются, а тележка опускается вниз через шахту-лифт 10 и возвращается на позицию загрузки форм.
На электрораспределительном щите 14 смонтированы: приборы типа КЭП-12 для управления механизмами передвижения, литником тигля и электронагревательными приборами; термосигнализаторы, контролирующие и регулирующие температуру в камерах и тигле (термосигнализаторы блокируются с прибором КЭП-12).
В комплект оборудования механизированного процесса ремонта подшипников включен станок для расточки (пригонки) подшипников. На этом станке растачивают баббитовый слой вагонных подшипников всех типов.