Сборка бескулисного авторегулятора.
Сборка регулятора производится по узлам в последовательности, обратной разборке. При сборке все трущиеся поверхности деталей и подшипники смазывают смазкой ЖТКЗ ВТУ ЦТУ № 13-66 или ЦИАТИМ-201 ГОСТ 6267—59.
Вначале в корпус регулятора вставляется возвратная пружина, а затем собирают узел тягового стакана. Корпус стакана 1 (см. рис. 24) зажимают в тисках в вертикальном положении. В него последовательно вставляют пружину 9, подшипник 11, вспомогательную гайку 10 и поджимают эти детали крышкой 13, завертывая ее до совпадения отверстий в ней и в корпус стакана под стопорный винт 12 (М6Х8). Затем ослабляют тиски, переворачивают стакан, вновь закрепляют его в тисках и последовательно вставляют регулирующую гайку 8, подшипник 2, пружину 3, втулку 4, тяговый стержень 6. Все эти детали поджимают гильзой 5, которую завертывают до совпадения отверстий в ней и в корпусе стакана под стопорный винт 7 (М6Х8).
Рис. 26. Регулирующий винт

Рис. 27. Вспомогательная гайка Рис. 28. Регулирующая гайка
После того как собран узел тягового стакана, производят окончательную сборку регулятора на комбинированном приспособлении (см. рис. 22). Корпус 4 регулятора со вставленной в него возвратной пружиной 7 устанавливают на опорную плиту 21 приспособления и закрепляют прижимом 6.
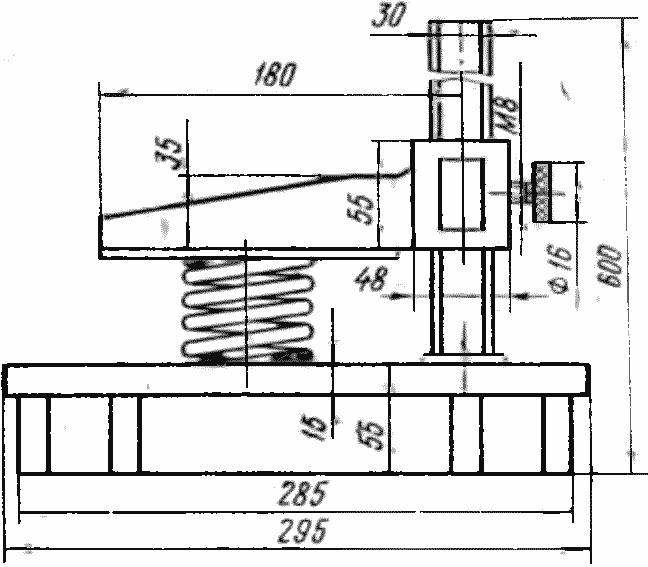
Рис. 29. Приспособление для измерения высоты пружины
На регулирующий винт 1 навертывают собранные узлы головки и стакана, при этом необходимо убедиться, что они при вертикальном положении винта свободно, без заеданий навинчиваются под собственным весом.
Затем комплект этих узлов вставляют в корпус 4, в отверстие тягового стержня 10 ввертывают натяжной винт 15 приспособления; впуская воздух в силовой цилиндр 20, сжимают возвратную пружину 7, ключом ввертывают головку 2 и закрепляют ее болтом М8Х12.
Далее выпускают воздух из силового цилиндра приспособления, отпуская возвратную пружину, и вывертывают натяжной винт приспособления из тягового стержня 10. Регулирующий винт 1 ввертывают в головку до выхода его конца из тягового стержня, после этого на винт навертывают предохранительную гайку 8, совмещают отверстия в винте и гайке и вставляют штифт 9.
После сборки регулятор снимают с приспособления и устанавливают на стенд для испытания.
Испытание авторегулятора на стенде.
Стенд для испытания авторегуляторов (рис. 30) представляет собой сварной каркас, на котором установлен тормозной цилиндр 1 диаметром 14". Шток поршня цилиндра шарнирно соединен с рычагом 2, верхний конец которого валиком 3 соединяется с ушком 4 регулятора. Специальное упорное устройство 5 предназначено для закрепления упора привода 6.
На стенде имеется механизм, позволяющий имитировать износ тормозны\ колодок (увеличение или уменьшение зазора между колодкой и колесом). Вращением маховика 18 уменьшается или увеличивается расстояние между упором 16 и колодкой 17, шарнирно подвешенной на вертикальном рычаге 15. На верхнем шарнире вертикального рычага установлен поворотный демпфер 14 пружинного типа, имитирующий упругие деформации рычажной передачи. На шток демпфера навинчена тяговая муфта 13 с быстродействующим захватом.
Воздух поступает в тормозной цилиндр по трубе 9 через кран 8 вспомогательного тормоза локомотива усл. № 4ВК.
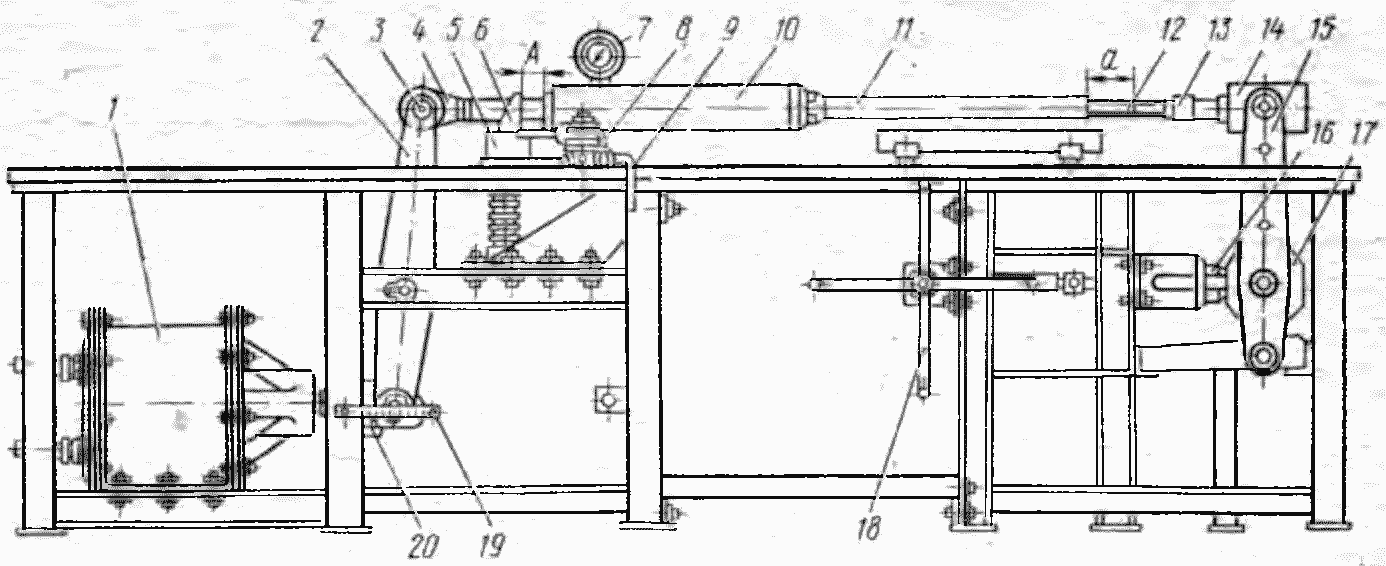
Рис. 30. Стенд для испытания регуляторов
Давление в тормозном цилиндре при испытании контролируется по манометру 7, а величину выхода штока можно определить по указателю 20, закрепленному на штоке поршня тормозного цилиндра, и масштабной линейке 19, установленной на каркасе стенда.
Механизм регулировки зазоров между колодкой и упором и демпферное устройство позволяют проверить работу автоматического регулятора в условиях, близких к эксплуатационным.
При испытании авторегулятора на стенде проверяется его работа на стабильность действия и стягивание рычажной передачи при различной величине износа тормозных колодок.
Устанавливая регулятор 10 на стенд, его ушко 4 соединяют с вертикальным рычагом 2 при помощи валика 3 со шплинтом. С противоположной стороны регулирующий винт 12 соединяют муфтой 13 с поворотным демпфером 14.
Проверка работы автоматического регулятора на стабильность позволяет определить способность регулятора при нормальных зазорах между колодками и колесами сохранять постоянную величину выхода штока поршня тормозного цилиндра. Для этого вращением маховика 18 против часовой стрелки устанавливают зазор между упором 16 и колодкой 17 вертикального рычага, обеспечивающий определенную величину хода штока тормозного цилиндра, например 100 мм при полном служебном торможении. Затем поворотом ручки крана 8 производят полное служебное торможение. Исправный авторегулятор должен установить выход штока в пределах 100 мм. Далее, поворачивая ручку крана 8, выпускают воздух из цилиндра, рычажная передача стенда возвращается в исходное положение, а между упором 16 и колодкой 17 образуется зазор.
Чтобы проверить стабильность работы регулятора, наносят продольную и поперечную меловые риски на конец защитной трубы 11 и регулирующий винт 12 и производят одно-два регулировочных торможения с последующим отпуском. У исправного авторегулятора меловые риски не должны сместиться. Если же они сместились, значит, регулятор неисправен и его необходимо вернуть в ремонтное отделение АКП.
Во время эксплуатации регулятор должен надежно стягивать рычажную передачу в зависимости от увеличения выхода штока поршня тормозного цилиндра, поддерживая постоянные зазоры между колодками и колесами.
Проверяя на стенде действие регулятора на стягивание рычажной передачи, необходимо маховик 18 повернуть по часовой стрелке на один-два оборота, чтобы между упором 16 и колодкой 17 образовался зазор 8—16 мм. Затем производят при помощи крана 8 полное служебное торможение с последующим отпуском, в результате чего регулятор должен сократиться по длине на величину до 8—10 мм и стянуть рычажную передачу. Проверку величины стягивания (также и роспуска) производят замером рабочего хода регулирующего винта. Операцию стягивания следует повторить еще 1—2 раза.
На исправный регулятор после испытания устанавливают металлическую бирку, на которой выбивается клеймо, присвоенное ремонтному пункту, и дата проведения испытания. Бирку закрепляют болтом, стопорящим головку на корпусе регулятора. Результаты испытания записывают в отдельный журнал.
Нерабочие поверхности отремонтированного и испытанного авторегулятора окрашивают битумным лаком и устанавливают регулятор в вертикальном положении ушком вниз на стеллаж готовой продукции.
Монтаж авторегулятора на вагоне и проверка его действия.
Перед установкой на вагон регулирующий винт авторегулятора должен быть вывернут таким образом, чтобы расстояние от конца защитной трубы 8 (см. рис. 21, а) до риски на регулирующем винте было в пределах а=500 мм. При постановке на вагон, оборудованный рычажным приводом, авторегулятор нужно положить на предохранительную скобу 3, ушко 2 пропустить между планками рычага-упора 10 и установить между горизонтальными рычагами 11. Затем вставить в отверстие валик 1, надеть на него шайбу и закрепить шплинтом.
После этого навертывают на регулирующий винт 4 муфту 6, ставят квадратную шайбу 5 и шплинт 7. Регулировка размера А производится перемещением гаек 9 с последующей проверкой величины выхода штока тормозного цилиндра (производится полное служебное торможение).
При постановке авторегулятора на вагон, оборудованный стержневым приводом (см. рис. 21, б), операции по креплению ушка регулятора и конца регулирующего винта такие же, как при постановке на вагон с рычажным приводом. После закрепления регулятора стержень 13 привода одним концом ввертывают в упор 12, а другим — в палец 14 с постановкой контргаек 15. Величину размера А при стержневом приводе регулируют перемещением гаек 15 и вращением стержня 13 с обязательной последующей проверкой выхода штока поршня тормозного цилиндра при полном служебном торможении.
После установки регулятора на вагон проверяется стабильность его действия, а также действие на стягивание тормозной рычажной передачи вагона.
Для проверки на стабильность действия на конец защитной трубы 8 (см. рис. 21, а) и поверхность регулирующего винта 4 наносят мелом продольную и поперечную риски. Затем производят 2 раза торможение при давлении в тормозном цилиндре 1 —1,2 кгс/см2. Если при этом риски не смещаются, значит, регулятор работает нормально и поддерживает постоянный выход штока поршня тормозного цилиндра.
Во время проверки действия авторегулятора на стягивание рычажной передачи корпус его поворачивают на 1—2 оборота против часовой стрелки, затем производят полное служебное торможение и отпуск. После этого регулятор должен сократить первоначальную величину а рабочего хода винта на 8—10 мм.
В случае неправильного действия регулятора при любой из проверок он должен быть заменен и направлен в АКП для повторного ремонта.