ГЛАВА I
СВАЙНЫЕ ФУНДАМЕНТЫ
§ 1. КОНСТРУКЦИЯ СБОРНЫХ ЖЕЛЕЗОБЕТОННЫХ ЦЕНТРИФУГИРОВАННЫХ СВАЙ И МЕТОДЫ ИХ ЗАВОДСКОГО ИЗГОТОВЛЕНИЯ
В течение 1951—1957 гг. в Китайской Народной Республике при строительстве мостов, портов, промышленных и гидротехнических сооружений большое количество фундаментов глубокого заложения было выполнено на сборных железобетонных центрифугированных сваях (рис. 1).
Таблица 1
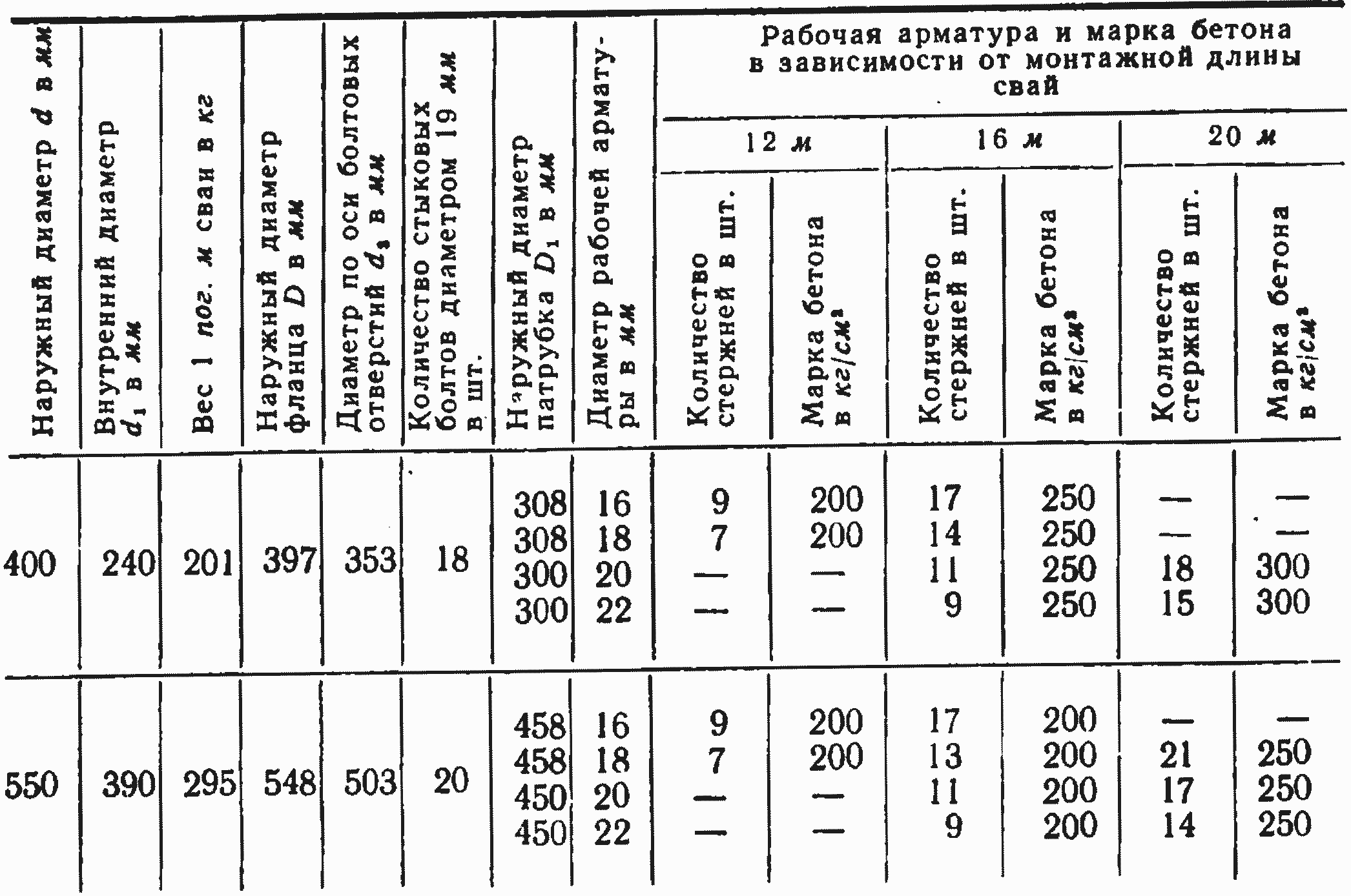
Примечание. Буквенные обозначения размеров показаны на рис. 1.
Изготовление сборных центрифугированных свай диаметром 40 и 55 см секциями длиной до 15 м (табл. 1) было освоено на одном из заводов в КНР еще в 1951 г.
Секции свай имеют по концам металлические фланцы с отверстиями для болтов. К фланцам приваривается продольная рабочая арматура (рис. 2).

Рис. 1. Схема сборной железобетонной сваи:
1 — промежуточная секция; 2 — концевая секция; 3 — фланец; 4 — продольная арматура; 5 — спиральная арматура; 6 — металлический наконечник сваи диаметром 55 см. 7- металлический наконечник сваи диаметром 40 см
Для обеспечения правильного положения металлических фланцев относительно продольной оси сваи приварку их к продольной арматуре производят в специальном кондукторе (рис. 3), состоящем из жесткой балки и закрепленных на ней двух упоров, к которым перед приваркой арматуры крепят на болтах металлические фланцы.

Рис. 2. Соединение продольной рабочей арматуры с фланцем
Кроме основных секций, изготовляют еще секции с коническими наконечниками из башмаков различной конструкции (рис. 4). Заготовку металлических башмаков делают из листовой стали с приваркой к ним продольной арматуры; после этого башмаки заполняют бетоном с оставлением центрального отверстия для возможности подмыва и приваривают к арматурному каркасу сваи. Изготовление центрифугированных свай на заводе производят на станках — центрифугах двух типов, в разъемных опалубочных формах.
Первый тип станка (трехрольный) имеет три линии стальных роликов. Ролики средней линии диаметром 600 мм, насаженные на общий длинный вал диаметром 85 мм, являются ведущими, а ролики крайних линий диаметром 400 мм поддерживают установленную на них опалубочную форму (кассету).
На длине 15 м форма поддерживается девятью роликами на каждой линии. Каждая линия роликов расположена на отдельных бетонных тумбах, находящихся на общем фундаменте. Подшипники боковых роликов опираются на передвижные каретки, что позволяет передвигать их при установке опалубочных форм разного диаметра.
Среднюю, ведущую линию устанавливают неподвижно и прикрепляют к общему бетонному фундаменту. Под подшипниками укладывают деревянные прокладки для амортизации ударов, возникающих при вращении форм.
Станок приводится в действие двумя электромоторами, соединенными с ведущим валом двухступенчатой ременной передачей. Моторы — переменного тока, мощностью 20 и 30 кВт — имеют переменное число оборотов от 450 до 1 350. При запуске станка включают оба мотора; в процессе работы мотор мощностью 30 кВт выключается.
Устанавливаемая на ролики опалубочная форма удерживается от смещения в продольном направлении ребордами бандажей. Обе половины разъемной формы в стыке (по диаметральной плоскости) соединяются болтами диаметром 16 мм.
Оболочки форм изготовляют из 5—6-миллиметровой листовой «стали; продольные и поперечные ребра жесткости каждой половины формы делают из уголков 65 X 65 X 10 мм, закрепляемых на потайных заклепках.

Рис. 3. Кондуктор с установленным в нем арматурным каркасом сваи

Рис. 4. Башмаки для наконечников свай диаметром 55 см
На один станок требуется не менее шести форм.
Второй тип станка — двухрольный (рис. 5) имеет две линии стальных роликов диаметром 300 мм, насаженных на валы диаметром 80 мм. Одна линия роликов неподвижно закреплена на станине, а другая может горизонтально перемещаться для возможности установки форм различного диаметра.
Станок рассчитан на изготовление железобетонных свай диаметром до 700 мм при длине секций до 15 м. Станок приводится в действие двумя электродвигателями мощностью 30 кВт каждый; передача — ременная. Благодаря специальному устройству обе линии опорных роликов являются ведущими.

Рис. 5. Схема двухрольного станка для изготовления центрифугированных железобетонных свай:
1 — электродвигатель; 2 — передаточный шкив; 3 — ведущий ролик с валом; 4 — ведомый ролик с валом; 5 — металлическая форма для центрифугирования; 6 — натяжное устройство; 7 — переводной рычаг
Цех, в котором установлены станки обоих типов, обслуживается портальным краном пролетом 10 м, передвигающимся по специальным путям. Для паропрогрева готовых изделий в цехе имеются специальные устройства.
Изготовление железобетонных свай производится последующей технологической схеме:
- на специальном стенде в кондукторах оформляют арматурные каркасы, к которым приваривают металлические фланцы; для обеспечения необходимой толщины защитного бетонного слоя к арматурному каркасу прикрепляют специальные бетонные «сухарики», устанавливаемые по 4—5 шт. в сечении каркаса, через 1—1,5 м по длине;
- устанавливают арматурный каркас в нижнюю половину металлической формы, предварительно смазанную маслом;
- заполняют форму порцией бетона специальным бетоноукладчиком, после чего накладывают верхнюю половину формы и сболчивают стыки; собранную форму с помощью портального крана устанавливают на ролики станка;
- включают моторы и начинают центрифугирование уложенного в форму бетона;

Рис. 6. Снятие формы с готовой секции сваи
- первые 3,5 мин форма вращается со скоростью 140 об/мин, затем 1,5 мин затрачивается на ускорение и последующие 11 мин форма вращается со скоростью 310 или 270 об/мин (соответственно для свай диаметром 40 и 55 см);
- по окончании центрифугирования форму с забетонированной трубой снимают со станка и устанавливают для пропаривания; для этого по торцам формы ставят деревянные заглушки и по трубкам подводят пар; первое пропаривание продолжают в течение 4,5 ч при температуре пара, постепенно и равномерно повышаемой до +80°C;
- после первого пропаривания снимают форму (рис. 6), готовую секцию сваи в течение 10 ч подвергают второму пропариванию в специальной камере при температуре до 70—80°С, после чего она в течение 6 ч постепенно остывает, а затем ее транспортируют на склад.
После первого пропаривания прочность бетона составляет в среднем 50% проектной прочности; после второго пропаривания 65—75%.
При изготовлении центрифугированных свай в КНР применяется бетон марки 200—350 (на цементе марки 400, реже 500).
Водо-цементное отношение обычно принимают равным 0,6— 0,65, осадку конуса бетона — 7—9 см. Расход цемента составляет около 330 кг на 1 м3 бетона. В качестве крупного заполнителя применяют обычно гравий крупностью от 0,5 до 2 см. Бетон свай благодаря центрифугированному способу изготовления получает повышенную прочность — в среднем на 30—40% выше прочности обычного вибрированного бетона. Повышение прочности возникает, как показали опыты, в результате отжатия из бетона воды в процессе центрифугирования, что приводит к значительному уменьшению водо-цементного отношения.

Рис. 7. Схема речной опоры автогужевого моста через р. Ханьшуй