На ряде вагоноремонтных предприятий сконструированы и внедрены при ремонте цистерн различные средства механизации и автоматизации. Больших успехов достиг коллектив вагонного депо станции Московка Западно-Сибирской дороги, который создал комплексно-механизированную оснастку для ремонта цистерн, применив для этого ряд новых машин и механизмов с автоматическим циклом управления.
Весь ремонтный цикл цистерн, включающий подготовительные, ремонтные и сборочные операции, выполняется на специализированных производственных участках и отделениях вагонного депо. Пропарку, обмывку и очистку котлов производят на пропарочном пункте, находящемся вне пределов вагонного депо.

Рис. 112. Приспособление для постановки поглощающих аппаратов
Часть подготовительных операций (осмотр, составление описи ремонта, очистку букс от смазки и смазочных устройств) также выполняют вне механизированного цикла. Подготовленные для ремонта цистерны подают на позиции ремонта вагонного депо и включают в комплексно-механизированный цикл ремонтно-сборочных работ.
На рис. 113 приведена общая схема размещения поточно-конвейерных линий, производственных участков и оборудования в сборочном цехе депо.
На механизированных линиях и производственных участках применяется следующее оборудование и механизмы: качающиеся стационарные опоры (ставлюги) 3 для поддержания рамы и котла; самоходная тележка-манипулятор 4, предназначенная для выкатки и подкатки тележек; поперечный транспортер 6, подъемная площадка 2; моечная машина 5; кран-укосина; транспортная тележка механизированной линии; буксосъемник 7; поточно-конвейерная линия 10; конвейер для автосцепок 11; стеллажи 8; стенд для разборки и сборки тележек 9. На ремонтных позициях I вагоносборочного цеха ремонтируют котел, раму, устанавливают тормозное оборудование и части автосцепного устройства.
На Кизилорватском вагоноремонтном заводе разработан и внедряется поточный метод ремонта цистерн на комплексно-механизированной линии П-образной формы, включающей семь позиций. На каждую позицию устанавливают по три цистерны. Рабочие места позиций оснащены комплектом технологического оборудования в соответствии с содержанием операций, выполняемых на данной позиции. Позиции поточной линии связаны между собой транспортным грузоведущим конвейером, обеспечивающим передвижение цистерн с позиции на позицию по заданному ритму.
На рис. 114, а показана схема размещения специализированных позиций линии. На I позиции производят подъемку вагона, выкатку тележек, постановку котла и рамы на технологические транспортные тележки. Здесь же снимают фрикционные аппараты и другие части автосцепки.
На II позиции разбирают и снимают тормозное оборудование, выполняют цикл газорезных работ, связанных с подготовкой рамы к правке и ремонту. На III позиции производят ремонтно-правильные работы. Позиция оборудована правильным агрегатом (рис. 114, в) для вертикальной правки элементов хребтовой балки. Правильный агрегат, перемещаемый вдоль рамы цистерны, размещен в зоне правки элементов рамы.
На IV позиции котел освобождают от рамы и его поднимают. Здесь выполняют полный объем ремонтно-сварочных работ рамы. Затем цистерну передают на второй параллельный путь поточной линии и устанавливают также на IV позиции, где продолжаются работы по ремонту рамы.
На V позиции, оборудованной гидроскобой (рис. 114, б) для прошивки и клепки, производят прошивочные, клепальные и ремонтно-сварочные работы по раме. Гидроскоба смонтирована на тележке и может свободно перемещаться в продольном и поперечном направлениях относительно рамы цистерны.
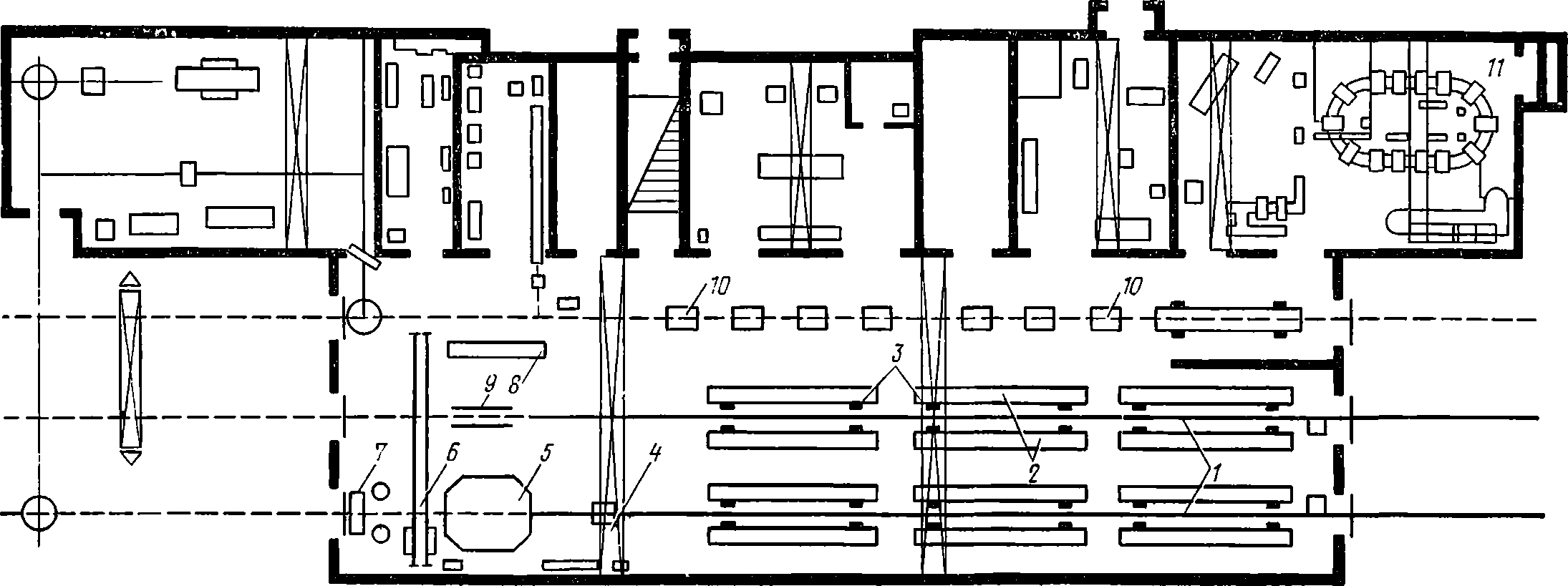
Рис. 113. Размещение позиций и технологического оборудования при комплексной механизации ремонта цистерн

Рис. 114. Комплексно-механизированная линия ремонта цистерн
На VI позиции устанавливают на раме детали рычажной передачи тормоза, выполняют ремонтно-сварочные работы при модернизации тормоза. VII позиция оборудована установкой для подъемки и подачи фрикционных аппаратов к месту размещения и закрепления их на раме цистерны. Здесь же производят выкатку технологических тележек и подкатку вагонных тележек.