§ 26. Установка и монтаж стационарных свинцовых аккумуляторных батарей
Стационарные аккумуляторы С и СК поступают с заводов в разобранном виде. Сборку и соединение аккумуляторов в батареи производят на месте установки, т. е. в аккумуляторных помещениях. Батареи аккумуляторов устанавливают на открытых деревянных стеллажах, которые изготовляют из сосновых пиломатериалов 1-го сорта влажностью не более 15 %. Стеллажи состоят из продольных лаг прямоугольной формы, врезанных в поперечные брусья или стойки. Для увеличения прочности стеллажей длина продольных лаг не должна превышать 6 м. Стеллажи могут быть изготовлены не только из дерева, но и из металла. Во всех случаях они должны удовлетворять требованиям ГОСТ.
По числу рядов аккумуляторов в горизонтальной плоскости стеллажи бывают однорядные и двухрядные, а по числу ярусов — одноярусные и двухъярусные. На двухъярусных однорядных и двухрядных стеллажах (рис. 60, а) устанавливают аккумуляторы типов от СК-1 до СК-5 включительно. Более тяжелые аккумуляторы размещают на одноярусных стеллажах (рис. 60, б). Деревянные стеллажи устанавливают на опорные тумбочки 2 со стеклянными изоляторами 1. После сборки стеллажи тщательно шпаклюют и окрашивают электролитоупорной краской. Основные размеры стеллажей зависят от типа устанавливаемых аккумуляторов и определяются по специальной таблице.
Сосуды аккумуляторов промывают дистиллированной водой, протирают чистой тряпкой и устанавливают на продольные лаги стеллажей по составленной схеме. Для изоляции от земли под сосуды кладут изоляторы, имеющие форму усеченного конуса. Большее основание конуса должно прилегать ко дну сосуда. Для выравнивания сосуда между его дном и изоляторами прокладывают пластмассовые шайбы. На края стеклянных сосудов вдоль лаг кладут рейки длиной 2—2,5 м, на них против кромок каждого сосуда помещают деревянные планки, на которые прокладывают шаблоны положительных и отрицательных пластин. После этого устанавливаются пластины. Ушки пластин должны до отказа входить в вырезы шаблона, а пластины располагаться параллельно друг другу. После установки пластин между ними вместо сепараторов временно кладут деревянные палочки из сухой древесины.
Положительные пластины одного аккумулятора и отрицательные другого приваривают к свинцовой соединительной полосе. Сварку производят водородным или пропановым пламенем при помощи горелки. Ушко пластины зачищают до блеска и захватывают паяльными щипцами так, чтобы скошенные края губок плотно прилегали к боковой поверхности соединительной полосы (рис. 61). При этом образуется ванночка (форма), ограничиваемая губками щипцов 2, ушком пластины 4 и боковой поверхностью соединительной полосы 7.
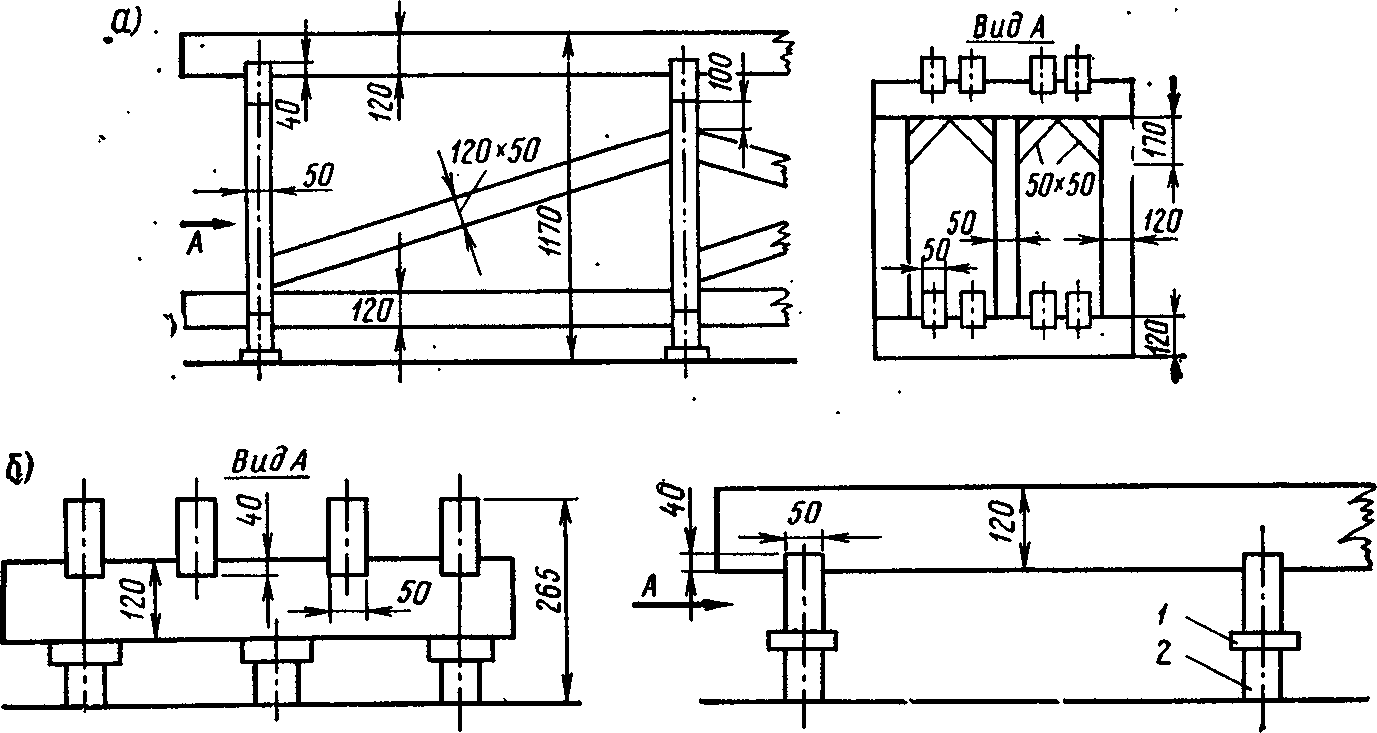
Рис. 60. Стеллажи для стационарных аккумуляторов
Пламенем горелки 1 оплавляют ушко пластины и сразу же плавят свинцовый пруток. Расплавленный свинец прутка полностью заполняет ванночку и после остывания соединяет полосу и ушко пластины в единую форму. После сварки всех пластин с сосудов аккумуляторов 5 снимают деревянные рейки 3 и планки 6, снимают шаблоны. Затем омметром проверяют отсутствие короткого замыкания между блоками пластин.
Между пластинами устанавливают сепараторы, а на одну из боковых отрицательных пластин — две отжимные пластмассовые пружины. Затем в сосуды всех аккумуляторов заливают электролит плотностью 1,18 г/см3. Уровень электролита должен быть выше верхних краев пластин на 10—15 мм. Через 2—4 ч после заливки, когда электролит пропитает активную массу пластин, свинцовые аккумуляторы ставят на первый заряд. Он отличается от последующих зарядов особым режимом, большой продолжительностью и во многом определяет качество и срок работы аккумуляторной батареи. Это объясняется тем, что при первом заряде происходит формирование пористых слоев активных веществ: двуокиси свинца РbО2 на поверхности положительных пластин и губчатого свинца Рb в решетках отрицательных пластин. Поэтому первый заряд называют формировочным. Для заряда используют выпрямители. Положительный полюс батареи подключают к положительному полюсу выпрямителя, а отрицательный полюс батареи — к отрицательному полюсу выпрямителя.
Первый заряд стационарных аккумуляторов токов С и СК с положительными пластинами светлой формировки производят следующим образом: заряд без перерыва до сообщения батарее 4,5-кратной номинальной емкости, перерыв 1 ч; заряд тем же током до сильного газовыделения, перерыв 1 ч; заряд до сильного газовыделения, перерыв 1 ч и т. д. Первый заряд заканчивается тогда, когда батарее будет сообщена 9-кратная номинальная емкость. Зарядный ток при первом заряде не должен превышать 7 А на каждую положительную пластину типа И-1: 10 А — на пластину И-2; 18 А — на пластину И-4.
Во время первого заряда измеряют напряжение, температуру и плотность электролита каждого аккумулятора. Результаты записывают в протокол формировки. В конце первого заряда напряжение каждого аккумулятора достигает 2,5—2,75 В, а плотность электролита — 1,2—1,21 г/см3. Причем эти величины остаются без изменения на протяжении последних 2-3 ч заряда. Если в процессе заряда температура электролита превышает 4-40 °C, то снижают зарядный ток на первом этапе заряда (до первого перерыва) и делают дополнительные перерывы в последующих этапах заряда. После окончания формировочного заряда батарею подвергают нескольким тренировочным разряд-зарядам.

Рис. 61. Сварка пластин аккумуляторов С и СК
Разряд осуществляют током 10- часового режима до напряжения 1,8 В на один аккумулятор. При таком первом разряде батарея должна отдавать не менее 70 % номинальной емкости. Последующий (тренировочный) заряд выполняют следующим образом: заряд током, равным 6 А, на каждую единицу индекса (6Ν) до напряжения 2,4 В на один аккумулятор, заряд током 3,6Ν до достижения постоянства напряжения не менее 2,5 В и плотности электролита в течение 1 ч. После проведения трех тренировочных разряд-зарядов батарея приобретает 100-процентную емкость и вводится в эксплуатацию.
Закрытые стационарные аккумуляторы СН поступают с заводов в собранном виде. Распакованные аккумуляторы протирают, устанавливают на стеллажи и соединяют перемычками в батарею. Перемычки приваривают пламенем водородной или пропановой горелки. После этого вывинчивают пробки и в сосуды аккумуляторов заливают электролит — водный раствор серной кислоты плотностью 1,18 г/см3. Электролит должен покрывать предохранительный щиток на 65—60 мм. Через 3—4 ч после заливки электролита смонтированная батарея включается на первый заряд.
Первый заряд аккумуляторов СН производят током 2 А на каждую единицу номера. Например, аккумулятор СН-1 заряжают током 2 А, аккумулятор СН-2 — током 4 А и т. д. Заряд продолжается не менее 55 ч и заканчивается при достижении постоянства напряжения на аккумуляторах и плотности электролита в течение 2 ч. При этом аккумуляторы должны получить не менее 75 % номинальной емкости. Напряжение аккумулятора в конце заряда должно быть не менее 2,55 В. В процессе заряда необходимо измерять температуру электролита в контрольных аккумуляторах. В том случае, если она превысит 45 °C, нужно снизить ток заряда в 2 раза.
После первого заряда аккумуляторную батарею подвергают 4— 5 тренировочным циклам разряд-заряда. Разряд ведут током 10-часо- вого разряда до напряжения 1,8 В на аккумулятор. Последующий заряд производят током 4—8 А на каждую единицу номера аккумулятора до напряжения 2,3—2,35 В. После этого снижают зарядный ток в 2 раза и батарею заряжают до тех пор, пока не будет достигнуто постоянство напряжения и плотности электролита в течение последних 2 ч. По окончании последнего тренировочного цикла батарея приобретает 100-процентную емкость и сдается в эксплуатацию. Плотность электролита заряженного аккумулятора СН составляет 1,23 г/см3. Заряженные аккумуляторы закрывают пробками, снабженными специальным фильтром, крышку и сосуд протирают ветошью, смоченной 10-процентным раствором нашатырного спирта.