Термические, сборочные и некоторые специальные процессы
Термической обработке подвергаются следующие детали тяговых двигателей:
валы;
пружины щеткодержателей;
пружинные фланцы, крепящие катушки дополнительных полюсов;
литые детали.
Термическая обработка (улучшение) заготовок валов из стали марки 45 ГОСТ 1050—52 с целью повышения механических свойств до следующих значений: предел текучести — 45 кг/см2, предел прочности — 70 кг/см2, удлинение — 16%, сужение поперечного сечения — 40%, твердость — 207—241 по Бринеллю проводится следующим образом.
- Нормализация: заготовка вала нагревается до температуры 840—860° С, выдерживается при этой температуре с момента прогрева 60—70 мин и охлаждается на воздухе.
Нагрев производится в электрической или нефтяной печи с точным контролем температуры.
- Закалка: заготовка нагревается до температуры 820— 840° С, выдерживается при этой температуре в течение 45 мин и охлаждается в воде с температурой 20—30° С.
- Отпуск: заготовка нагревается до температуры 600— 620° С, выдерживается при этой температуре 2—2,5 ч и охлаждается на воздухе (отпуск валов нужно производить немедленно после закалки).
После термической обработки все заготовки валов нужно подвергнуть внешнему осмотру для выявления возможных трещин. Необходимо также проверить механические свойства на образце и твердость заготовки.
а) Контроль для выявления трещин производится невооруженным глазом. В сомнительных случаях заготовки валов нужно подвергнуть травлению в 10-процентном растворе серной кислоты при температуре 50—60° С.
б) Для проверки механических свойств на каждые 10—30 заготовок нужно отрезать один темплет длиной 100 мм и подвергнуть его термической обработке вместе с заготовками.
Образцы для механических испытаний нужно вырезать в долевом направлении на расстоянии половины радиуса заготовки.
По получении удовлетворительных результатов механических испытаний каждую заготовку вала необходимо проверить на твердость по Бринеллю в двух точках на расстоянии 200 мм от каждого конца.
При получении неудовлетворительных результатов механических испытаний заготовки нужно подвергнуть повторной термической обработке.
Термическая обработка пружин щеткодержателей из ленточной стали марки У8А ГОСТ 1435—54 производится в электропечи камерной и в ванне селитровой с автоматической регулировкой температуры.
Режим термической обработки.
Высокий отпуск. Высокому отпуску подвергаются навитые заготовки пружин до загибки концов.
Для этого пружины нужно уложить на железный противень, загрузить в печь и нагреть до 620—650° С, выдержать 10 мин и охладить на воздухе.
Закалка. а) Закалку пружин нужно производить после загибки концов, б) Пружины нужно уложить на железный противень, загрузить в печь, нагретую до 800—820° С, нагреть до 800— 820° С, выдержать 5—6 мин и охладить в масле.
Отпуск. Пружины нагреваются в селитровой ванне при температуре 360—420° С, выдерживаются 10 мин и охлаждаются на воздухе.
В связи с возможными колебаниями в химическом составе стали уточнение температуры отпуска нужно производить следующим образом: от каждой партии пять закаленных пружин подвергаются отпуску при температуре 380° С в течение 10 мин с охлаждением на воздухе, и на отпущенных пружинах замеряется твердость по Роквеллу. Твердость пружин должна быть 45—48 Rc.
При получении твердости выше указанной температуру отпуска нужно повысить до 420° С; при получении твердости ниже указанной температуру отпуска нужно понизить до 360° С.
От каждой партии в 50—100 шт. термически обработанных пружин не менее двух пружин необходимо растянуть и подвергнуть проверке твердости по Роквеллу по всей длине ленты. Твердость пружин должна быть в пределах 45—48 Rc.
Пружины, принятые по твердости, необходимо проверить на закручивание, для чего пружину установить в приспособлении и закрутить до соприкосновения витков; при этом пружины не должны ломаться и давать трещин.
Пружины не должны также иметь остаточных деформаций после трехкратного завода на предельный угол (возможный при вытаскивании щеток).
Вспомогательные материалы, применяемые при этом процессе: селитра калиевая (ГОСТ 1949—43) или натриевая (ГОСТ 828—54), масло веретенное (ГОСТ 1642—50).
Фланцы, поддерживающие катушки дополнительных полюсов, также подвергаются термической обработке (закалке и отпуску). Можно рекомендовать следующий режим термообработки фланцев из листовой стали марки 45 по ГОСТ 1050—57.
Закалка. Фланцы уложить на под электрической печи (в 3—6 рядов по высоте), нагреть до температуры 820—840°С, выдержать с момента прогрева 5—10 мин и охладить в масле.
Отпуск. Фланцы уложить в печь, выдержать при температуре 400—420° С с момента прогрева 25—30 мин и охладить на воздухе.
После термической обработки фланцы подвергаются травлению.
Твердость фланцев после термообработки должна быть 35—40 Rc.
Стальные отливки, применяемые в конструкции тяговых двигателей, подлежат отжигу для снятия внутренних напряжений при отливке и обеспечения механических свойств в соответствии с ГОСТ 977—53.
Отжиг рекомендуется проводить по следующему режиму (табл.14).
Режим отжига
Таблица 14
Скорость нагрева в град/ч | Выдержка | ||
до температуры 500 - 600 °C | до температуры выдержки | температура в °C | время в ч |
80—100 | 100—125 | 880—900 | 1 ч на 25 мм сечения |
Монтаж и смазка шариковых и роликовых подшипников.
Качество монтажа и смазки подшипников в значительной степени определяет срок службы подшипников в эксплуатации. Нужно иметь в виду, что неточность монтажа, попадание грязи внутрь подшипника, недостаток или, наоборот, чрезмерное количество смазки — все эти факторы могут резко сократить срок службы подшипника.
Расчетный срок службы подшипника 3086313 — более 10 000 ч, а подшипников других марок, применяемых в тяговых двигателях, 50 000 ч и более. Таким образом, при надлежащем качестве самих подшипников, тщательном соблюдении технологии при изготовлении всех деталей двигателя и при монтаже подшипниковых узлов шариковые и роликовые подшипники, применяемые в тяговых двигателях для городского транспорта, должны работать не менее двух лет, причем менее нагруженные подшипники (№ 32310, 32413) —не менее четырех лет.
Можно рекомендовать следующую технологию монтажа шариковых и роликовых подшипников.
Подшипники должны храниться в закрытых шкафах в сухом помещении; они должны быть завернуты в пергаментную или парафинированную бумагу и уложены в картонные коробки или ящики (упаковка завода — изготовителя подшипников).
Распаковка подшипников должна производиться непосредственно перед монтажом. Смазка должна храниться в закрытом виде во избежание попадания в нее пыли или грязи. Если упаковка подшипника повреждена, необходимо перед монтажом промыть подшипник в чистом бензине и для предохранения его от коррозии немедленно после промывки окунуть в легкое минеральное масло, подогретое до 90° С. При монтаже роликоподшипников следует иметь в виду, что их внутренние и наружные кольца не являются взаимозаменяемыми.
При монтаже подшипников должны быть приняты меры, обеспечивающие невозможность попадания на подшипник грязи, пыли, стружки и т. п.
При монтаже нельзя допускать ударов по самим подшипникам, а также по другим деталям подшипникового узла, если эти удары могут передаваться на подшипники.
При сборке должны быть приняты все меры, исключающие возможность перекоса подшипника (попадание грязи и стружки под подшипник и подшипниковый щит и т. п.).
После посадки подшипников машина должна быть собрана немедленно. В случае невозможности выполнения этого требования подшипники должны быть завернуты в пергаментную или парафинированную бумагу.
Перед насадкой подшипниковых колец посадочные места на валу и в подшипниковых щитах должны быть протерты сухой тряпкой и затем смазаны легким слоем консистентной смазки.
Шарикоподшипники и внутренние кольца роликоподшипников рекомендуется насаживать на вал в горячем состоянии. Нагрев подшипников должен производиться в масляной ванне до температуры 90—100° С для шарикоподшипников и 100—110° С для внутренних колец роликоподшипников.
Прогрев должен производиться в течение 20—40 мин.
Подшипники должны быть полностью погружены в масло и находиться в ванне в подвешенном состоянии, не касаясь стенок и дна ванны.
Ванна с маслом должна быть всегда плотно закрыта от попадания пыли и посторонних предметов. Периодически масло должно подвергаться фильтрации или смене.
Нагретые шарикоподшипники и внутренние кольца роликоподшипников должны выниматься из ванны с помощью крючка и щипцов с медными губками и немедленно насаживаться на шейку вала до упора. Между остывшим подшипником и упором не должно быть зазора.
Особое внимание должно быть обращено на монтаж подшипника 3086313. Внутреннее кольцо этого подшипника состоит из двух частей. При монтаже обе эти части должны быть плотно прижаты друг к другу. Наличие зазора между частями внутреннего кольца приведет к сдвигу шариков с их нормального положения на беговой дорожке и быстрому повреждению подшипника в процессе эксплуатации. Немедленно после посадки внутреннее кольцо подшипника 3086313 должно быть дополнительно закреплено путем посадки упорного запирающего кольца, а в последней конструкции двигателей — путем затягивания крепящей кольцо гайки.
Наружное кольцо роликоподшипника должно запрессовываться в гнездо подшипникового щита с помощью специальной оправки. При этом необходимо следить за чистотой упорных поверхностей и избегать перекоса подшипника.
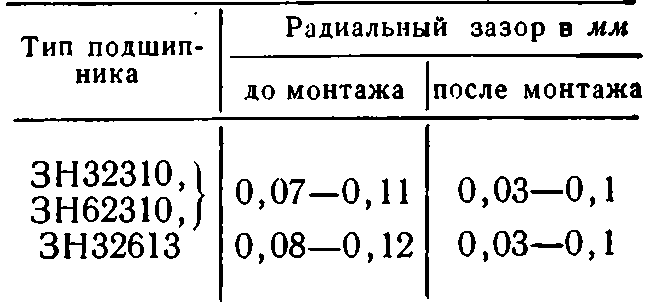
При монтаже роликовых подшипников необходимо контролировать величину радиальных зазоров до и после монтажа в соответствии с приведенными ниже данными (табл. 15).
В двигателях типа ДК-108 применяются подшипники типа 3Η32613. Эти подшипники изготовляются по особым, техническим условиям, подвергаются дополнительному контролю на заводе-изготовителе и имеют несколько повышенные радиальные зазоры.
Таблица 15
Величина радиальных зазоров
Закладывание смазки в подшипниковый узел должно производиться следующим образом:
а) общее количество смазки должно составлять: для подшипников 32310 и 310—35 г и для подшипников 3086313 и 32413 — около 100 г;
б) пространство между наружным и внутренним кольцами подшипника нужно заполнить смазкой (около 70% от общего количества смазки на подшипниковый узел);
в) лабиринтовые канавки нужно заполнить смазкой полностью, а внутреннюю поверхность подшипниковых крышек промазать тонким слоем смазки. Оставшуюся от общего количества смазку нужно заложить в смазочные камеры подшипниковых крышек;
г) должна применяться только смазка УТВ по ГОСТ 1631—52 (1—13) или ей вполне равноценная. В частности, может быть применена смазка типа ЦИАТИМ 203 и ЦИАТИМ 221.
При сборке подшипников 62310 должно быть обеспечено надлежащее закрепление упорного кольца подшипника.
После сборки машины должно быть проверено качество монтажа. Якорь должен легко проворачиваться от руки. Подшипники должны работать без чрезмерного шума; перегрев подшипников при работе двигателя вхолостую при нормальных оборотах не должен превосходить 10—20° С.
Сборка индуктора
Процесс сборки индуктора завершается соединением катушек между собой, присоединением к катушкам выводных кабелей и изоляцией междукатушечных соединений.
Технология и применяемые при этом процессе материалы зависят от класса изоляции двигателя.
Изолировка межкатушечных соединений с изоляцией класса А и В.
Все неровности в местах соединения кабельных наконечников с выводными клеммами катушек, а также соединения кабельных наконечников кабелей, выходящих из катушек, после свертывания болтами необходимо тщательно заполнить замазкой, после чего изолировать соединение, не заходя на кабель, пропитанной киперной лентой.
Далее изолировать соединение и частично оплетку кабеля лентой из лакоткани диагональной резки по чертежу с промазкой лаком № 462П после каждого слоя (число слоев по чертежу).
В начале и в конце каждого слоя нужно сделать два оборота на месте соответствующей лентой. Изоляцию при этом нужно укладывать плотно, не допуская, однако, чрезмерного натяжения лакоткани.
Затем необходимо изолировать соединения с заходом на оплетку пропитанной киперной лентой, а конец верхнего слоя пропитанной ленты закрепить, пропустив его под два последних оборота ленты.
Готовое заизолированное соединение окрашивается серой эмалью или лаком БТ-99.
В местах прикрепления к остову кабель и соединение дополнительно изолируются в соответствии с чертежом.
При изолировании междукатушечных соединений применяют электроизоляционную замазку, электроизоляционный лак БТ-99 и эмаль серую воздушной сушки ГФ-92ХС.
Окраска деталей.
С целью предохранения от коррозии и удобства обслуживания производится окраска ряда деталей двигателя.
Внутренняя полость двигателя, а также сердечники полюсов, внутренняя поверхность щитов, стальные прокладки полюсов окрашиваются в серый цвет эмалью серой № 1425 по ГОСТ 5971—51, разведенной в ксилобензиновой смеси (одна часть ксилола и две части бензина) до вязкости 18—20 сек (по воронке ВЗ-4) для окраски пульверизатором, до вязкости 35— 40 сек для окраски кистью и до вязкости 14—16 сек для окраски окунанием. Наружная окраска двигателей производится в черный цвет лаком БТ-99 по ГОСТ 8017—56 с вязкостью 40— 50 сек при окраске кистью и 18—20 сек для окраски пульверизатором.
Технологический процесс.
Сначала очистить поверхность деталей от ржавчины и грязи и продуть воздухом, а затем детали, окрашиваемые в черный цвет, покрыть при помощи пульверизатора или кисти ровным слоем лака БТ-99 и сушить на воздухе при температуре 20±5°С не менее 6 ч до отсутствия отлипа.
Детали, окрашиваемые в серый цвет, можно покрывать эмалью № 1425 при помощи окунания, кисти или пульверизатора и сушить на воздухе при температуре 20±5°С не менее 30 ч или в печи при температуре 110—120° С в течение 1,5—2 ч до отсутствия отлипа.
При этом окраску кистью нужно производить в продольном и поперечном направлениях.
Прочность и твердость лаковой пленки определяется деревянным шпателем. При проведении по окрашенной поверхности деревянным шпателем лаковая пленка не должна разрушаться.
При обнаружении на поверхности натеков, невысохших мест, царапин, а также недостаточной прочности покрытия детали и изделия бракуются и передаются на повторную отделку.
Изготовление щеткодержателей.
Изоляция щеткодержателя относительно корпуса осуществляется путем опрессовки крепящих пальцев пластмассой «изодин» (измельченная бумага со смоляным наполнителем).
После опрессовки пальца совместно с разрезной втулкой производится их запрессовка в кронштейн усилием 3—7 т.
При изготовлении щеткодержателей особое внимание должно быть обращено на соблюдение расстояния между «окном» под щетку и местом крепления с тем, чтобы обеспечить надлежащее положение щеткодержателя на нейтрали. Следует иметь в виду, что смещение щеток с нейтрали на 1 мм приводит к разности числа оборотов при вращении в разные стороны около 2%. Щеткодержатель должен быть расположен таким образом, чтобы щетки были расположены параллельно коллекторным пластинам. Расстояние между щеткодержателем и коллектором должно быть равно 3—4 мм. При проточках коллекторов в условиях эксплуатации необходимо соответственно сдвигать щеткодержатели вдоль гребенки относительно кронштейна.
Щеткодержатели перед механической обработкой подвергаются травлению, а пружины — окраске в черной эмали ПФ-28 и сушке при температуре 115° С в течение 1,5 ч.
Опрессовка пальцев щеткодержателей изоляционной пластической массой «изодин» производится путем горячего прессования следующим образом.
Прессование осуществляется в стальных хромированных пресс-формах при удельном давлении (без предварительного подогрева) 400 кГ/см2 и температуре 155—160° С. Палец должен выдерживаться в пресс-форме в течение 18 мин (исходя из времени выдержки 0,8—1 мин на 1 мм толщины детали). Для пальцев щеткодержателей давление при прессовании равно 30 т.
Прессование производится на гидравлических прессах с давлением примерно 100 т, оборудованных системой электрического обогрева пресс-форм (до температуры около 200° С) с терморегуляторами, обеспечивающими постоянство заданной температуры при прессовании. В пресс-форму закладывается палец щеткодержателя и взвешенное количество материала «изодин».
При прессовке смыкание пресс-формы производится постепенно в течение 10—30 сек во избежание поломки пресс-формы и сдвига арматуры.
В процессе работы необходимо следить за температурой пресс-формы по терморегулятору, отрегулированному на соответствующую температуру, или по термометру.
После прессовки нужно снять давление, вынуть деталь из пресс-формы, продуть сжатым воздухом пуансон и матрицу и при необходимости произвести очистку пресс-формы.
В случае прилипания пресс-материала к пресс-форме применять соответствующую смазку.
Отпрессованную деталь необходимо зачистить от заусенцев и проверить по внешнему виду на отсутствие дефектов. Размеры детали должны соответствовать чертежу.
Механическая обработка деталей.
Обработка деталей механической части имеет некоторые особенности, которые нужно учитывать для того, чтобы обеспечить необходимую работоспособность отдельных элементов конструкции двигателя.
Для обеспечения правильного положения вала и соосности подшипников при обработке подшипниковых щитов особое внимание должно быть уделено обеспечению надлежащей точности подшипниковых гнезд и посадочных мест (замков). Соосность расточки под посадку подшипников и посадочных мест, сопрягаемых с горловиной станины, должна быть в пределах ±0,02 мм. Эти поверхности должны, как правило, обрабатываться с одного установа. В двигателях ДК 108 с неразъемной внутренней крышкой после обработки посадочного места необходимо повернуть щит для обработки посадочного места подшипника. При этом оправка должна быть установлена с точностью 0,01 мм с напряженной посадкой.
При обработке станин необходимо также обеспечить соосность (в пределах ±0,02 мм) расточек под посадку щитов. Обработку станин желательно вести на расточных станках. При обработке станины за две операции необходима тщательная выверка оправки для посадки станины перед обработкой второй горловины (аналогично обработке щитов). Желательна выдержка деталей после предварительной их механической обработки.
В настоящее время ведутся работы по механизации процессов механической обработки и сборки двигателей. Создаются агрегатные станки для сверления станин и щитов, сборочные конвейеры, внедрены копировальные токарные полуавтоматы для обработки валов.