Пальцы щеткодержателей на тепловозных электродвигателях применяют четырех типов. На каждый из них на поверхность стального стержня 16 (рис. 45) накладывают изоляцию 14. На электродвигателях ЭДТ-200Б и части ЭД-107 эта изоляция представляет собой несколько слоев бакелитовой бумаги, опрессованной и запеченной в пресс-форме. Поверх этой изоляции в горячем состоянии напрессован латунный или стальной стаканчик 13, обжатый в нижней части в пресс-форме с образованием углублений в виде секторов для улучшения соединения стакан чика 13 и изоляции.
Фарфоровый изолятор 3 надет на уплотнение из нескольких слоев асбестовой ленты, промазанной при наложении компаундом.
На электродвигателях ЭД-107А применен палец 1, у которого металлический стержень 16 опрессован стеклотканью, а изолятор фарфоровый. На части электродвигателей ЭД-107А и ЭД-118А палец Б и изолятор А опрессованы за одно целое из пресс-материала К-78-51. Этот вариант пальца из-за низкой дугостойкости оказался ненадежным. В настоящее время проходит опытную проверку четвертый вариант щеткодержателя, на котором вместо фарфорового или пластмассового изолятора применена фторопластовая трубка 19, имеющая высокие изоляционные свойства и дугостойкость.
Снятые с тягового электродвигателя щеткодержатели передают на специализированные рабочие места для разборки. Щетки, как правило, снимают перед разборкой электродвигателя, а остальные детали разбирают в такой последовательности: вынимают шплинты 4 из оси 5, выводят конец пружины 7 из прорези втулки 6, выбивают ось 5 и вынимают пружину со втулкой из корпуса 9. Мегомметром на 2,5 кВ замеряют сопротивление изоляции пальца у щеткодержателя, которое должно быть не менее 50 МОм. При заниженном сопротивлении щеткодержатель сушат в печи при температуре 110—130°С до получения требуемой величины сопротивления.
Палец щеткодержателя, имеющий трещины, прожоги изоляции, ослабление посадки в гнезде корпуса, заменяют. Для этого вначале срубают головку заклепки 2, фиксирующую палец в корпусе, выбивают ее из отверстия, а затем выпрессовывают палец. Новый палец запрессовывают в отверстие корпуса, затем сверлят в корпусе и пальце новое отверстие, запрессовывают в него заклепку с образованием с обеих сторон головок. Работы по замене пальца выполняют после наплавочных работ.
Фарфоровые изоляторы, имеющие повреждение глазури, трещины, отколы, слабину на пальце, заменяют. После снятия дефектного изолятора удаляют намотанную ранее под него асбестовую ленту. Это место очищают и протирают бензином. На очищенную и подсушенную поверхность наматывают новую ленту, пропитанную лаком, состоящим из 30% эпоксидной смолы и 70% основы бакелитового лака с предварительной промазкой канавок тем же лаком. Затем насаживают фарфоровый изолятор, неплотности по внутреннему диаметру заполняют эмалью ГФ92-ХК или ГФ92-ХС с добавлением 60—70% талька и сушат на воздухе до прекращения отлипа. Поврежденный изолятор из пресс-материала, опрессованный вместе с пальцем, срезают на токарном станке, зачищают металлическую часть от остатков пресс-материала и обезжиривают бензином (на изолированную часть пальца попадание бензина недопустимо).
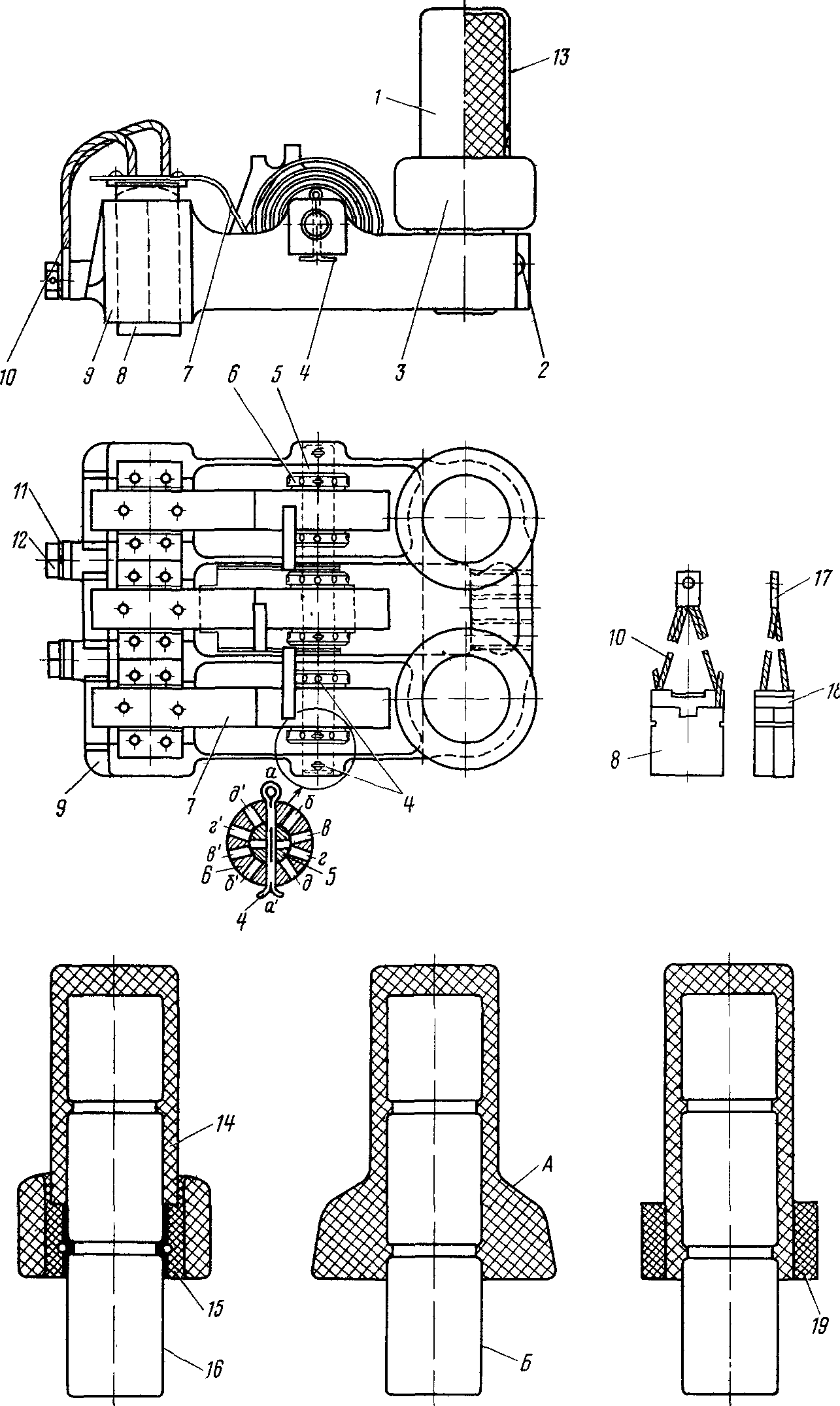
Рис. 45. Щеткодержатель и его детали
Асбестовую ленту пропитывают в эпоксидном компаунде и наматывают один слой на очищенную поверхность пальца, закрепляют бандажом из асбестовой нити на канавке. Затем помещают палец а нагретую до температуры 60—70°С печь и сушат в течение 1,5—2 ч. После сушки наматывают еще несколько слоев из асбестовой ленты 15, пропитанной в свежеприготовленном эпоксидном компаунде и насаживают фарфоровый изолятор. Количество слоев асбестового бандажа подбирают по месту. Собранный таким образом палец с изолятором сушат в печи при температуре 60—70°С в течение суток, после чего палец зачищают от подтеков компаунда. Готовый палец испытывают напряжением 2 кВ переменного тока в течение 1 мин. При запрессовке пальца в корпус необходимо выдержать зазор 2—2,5 мм между фарфоровым изолятором и корпусом.
Эпоксидный компаунд приготавливают следующим образом: 100 весовых частей смолы ЭД-5 (ГОСТ 10587—76) нагревают до температуры 30—40°С, вливают 10 весовых частей полиэтиленполиамина (СТУ 49-2529—62) и размешивают. Во избежание полимеризации составляющее смешивают перед его применением. При приготовлении и использовании компаунда необходимо соблюдать меры предосторожности: не допускать попадания его на открытые участки тела, а при попадании быстро снять ватным тампоном и промыть горячей водой. Место работы с компаундом должно быть оборудовано приточно-вытяжной вентиляцией. При невозможности приготовления эпоксидного компаунда допускается применение клея БФ-2, бакелитового лака, нитроглифталевой эмали, однако механическая прочность посадки изолятора на пальце в этом случае будет ниже.
Корпус щеткодержателя осматривают через лупу для выявления трещин. При наличии трещин у прилива для крепления пальцев щеткодержателей, а также трещин, могущих вызвать откол литья у окна под щетку, корпус бракуют. Резьбовые отверстия в корпусе щеткодержателя проверяют метчиками М8 и М12. Изношенную или сорванную резьбу (более двух ниток) восстанавливают заплавкой с последующей нарезкой новой резьбы. Отверстие в корпусе под ось пружины тоже заплавляют, если выработка превышает 0,5 мм. Трещины при необходимости заваривают в такой последовательности: сверлят отверстия диаметром 3 мм по концам трещины, затем производят вырубку металла под углом 60°, корпус подогревают до температуры 400—450°С и заваривают газовой сваркой. В качестве припоя применяют латунную проволоку Л-62 диаметром 5 мм, а в качестве флюса — раствор, состоящий из 70% буры, 20% хлористого натрия и 10% борной кислоты. Одновременно заваривают и отверстия с дефектной резьбой после их предварительной рассверловки. После выполнения сварочных работ заваренные швы опиливают, просверливают отверстия диаметром 12+0,12 мм под оси пружины щеткодержателя, диаметром 10 мм под резьбу Ml2 и диаметром 6,6 мм под резьбу М8, затем нарезают упомянутые резьбы.
Размеры окон под щетки проверяют шаблоном. У щеток 8 выявляют трещины, отколы, проверяют прочность заделки шунта 10 в теле щетки, качество пайки наконечника 17, исправность резинового амортизатора 18, который не должен выступать за грани щеток, чтобы не «зависнуть» в окнах корпуса щеткодержателя. При деформированном амортизаторе и его зависании нажатие на щетку не создается, а это приводит к искрению и последующему повреждению коллектора.
Для сборки щеткодержателя необходимо подобрать корпус с запрессованными пальцами, пружины, оси и втулки. Вставить ось 5 в корпус 9 щеткодержателя и во втулки 6. Завести загнутые концы пружин 7 в прорези втулок так, чтобы обеспечивалось правильное положение пружины. Установить предварительно притертые щетки 8 в окна щеткодержателей, прикрепить шунты 10 к корпусу болтами 12 с шайбами 11. Отрегулировать нажатие на щетки, которое должно быть 4,2—4,8 кгс для электродвигателей типов ЭД-107, ЭД-118 и 4,5—5,2 кгс — для электродвигателей ЭДТ-200Б. Нажатие регулируют смещением отверстий в оси пружины щеткодержателя с одной стороны втулки относительно другой.
На рис. 45 показано размещение отверстий а, а', б, б', в, в', г, г', д, д' во втулке и оси, которые дают возможность, поворачивая втулку от одного фиксированного положения к другому на угол 9°, изменять нажатие на щетку в пределах 0,4—0,6 кгс. Готовый щеткодержатель передают на позицию сборки.